Lujitemuovin kierrätystä ei ole pidetty kovin kriittisenä
asiana materiaalin luonteesta johtuen. Kovettunut lujitemuovi on inertti
materiaali, josta valtaosa on lujitettu savesta, kalkkikivestä, kvartsihiekasta
jne. valmistetuilla lasikuiduilla. Kuitupitoisuus on yleensä 30…50 p%.
Lujitemuovijätteen sijoittamista kaatopaikoille on siten pidetty luontevana
käsittelytapana. Tätä kirjoitettaessa tilanne on kuitenkin muuttunut
ratkaisevasti. Yhteiskunta rajoittaa kaatopaikkojen käyttöä sekä jätemaksuilla
että lainsäädännöllä ja lisäksi kuluttajien asenne on muuttunut kierrätystä
vaativaksi.
EU on myös asettamassa direktiivien muodossa vaatimuksia
lujitemuovijätteiden käsittelyyn. Vuonna 2000 voimaan tullut Euroopan
parlamentin ja neuvoston direktiivi 2000/53/EY romuajoneuvoista asettaa
tavoitteet romuajoneuvojen uudelleenkäytöstä ja kierrätyksestä. Vuonna 2015 95
% autojen painosta on oltava uudelleenkäytettävissä tai kierrätyksellä
hyödynnettävissä. Tästä korkeintaan 10 % saa tapahtua energian
talteenottamisella. Autoissa käytettävien lujitemuoviosien pitää siten pääosin
olla kierrätettävissä. Direktiivi 1999/31/EY kaatopaikoista puolestaan
rajoittaa eri jätetyyppien kaatopaikkasijoittamista. Direktiivin mukaan jätteen
syntymistä tulee ehkäistä ja jätteen kierrätystä sekä hyödyntämistä on edistettävä.
Suomen jätelaki ja ympäristönsuojelulaki säätelevät myös
jätteiden käsittelyä. Tavoitteena on nostaa yhdyskuntajätteen
hyödyntämisastetta 70 %:iin vuoteen 2005 mennessä. Lisäksi kielletään palavan
jätteen vienti kaatopaikoille vuonna 2008. Yleisesti tulee soveltaa seuraava
porrastettua mallia raaka-aineiden ja jätteiden käsittelemiseksi, jotta
kestävän kehityksen periaate saavutetaan:
Ehkäisy:
Valmistettavien tuotteiden suunnittelu ja valmistus toteutetaan siten,
että syntyvä jätteen määrä minimoidaan tai eliminoidaan ja/tai kappaleen
kierrätys onnistuu helposti tuotteen elinkaaren lopussa
Uusiokäyttö:
Tuotteet käytetään uudelleen. Tämä edellyttää käytettyjen tuotteiden
keräämistä, puhdistamista tai korjausta sekä uusiokäyttöä joko samaan tai
uuteen tarkoitukseen.
Kierrätys:
Jäte kerätään talteen ja kierrätetään raaka-aineeksi uusien tuotteiden
valmistukseen.
Kaatopaikkasijoitus:
Jäte, jota edellä mainituilla tavoilla ei voida hyödyntää, sijoitetaan
kaatopaikalle.
10.6.1 Lujitemuoviteollisuuden
jätteet
Lujitemuovijätteitä ovat tuotannossa syntyneet
tuotantojätteet ja käytöstä eri syistä poistetut tuotteet eli tuotejätteet.
Suomessa on karkeasti arvioitu syntyvän vuodessa noin 4 000 tonnia
lujitemuovijätettä, josta puolet on käytöstä poistettuja tuotteita, pääasiassa
veneitä ja kuljetusvälineiden osia ja loput tuotantojätettä. Käytöstä poistetut
lujitemuovituotteet muodostavat hyvin sekalaisen ryhmän jätettä, jonka kulkua,
kokonaismäärää ja laatua on hyvin vaikeaa selvittää koko yhteiskunnan
jätemäärästä. Lujitemuovituotteilla on tyypillisesti hyvin pitkä käyttöikä,
niiden materiaalikoostumus vaihtelee hyvin paljon ja ne koostuvat usein monesta
eri tavoin yhdistetystä komponentista. Lujitemuovin määrä on selvästi pienempi
verrattuna esimerkiksi kuitulujittamattomiin valtamuoveihin, lasiin, paperiin
ja metalleihin. Tästä syystä kuitulujitettujen muovituotteiden keräys,
lajittelu ja käsittely on hankalaa ja kallista.
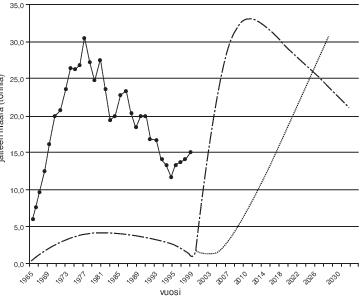
Kuvassa 10.7 on esitetty arvio Ruotsissa syntyvästä
lujitemuovijätteestä perustuen lujitemuovituotannon volyymiin vuosina
1965…1995. Tehdyn selvityksen mukaan arvioitiin, että Ruotsissa valmistettiin
tuona ajanjaksona 700 000 tonnia lujitemuovituotteita. Lisäksi oletettiin
lujitemuovituotteiden keskimääräiseksi eliniäksi 30 vuotta. Tämän perusteella
jätteen määrän tulisi tänä päivänä olla 10 000…20 000 tonnia. Tällaista
lujitemuovijätemäärää ei kuitenkaan ole vielä havaittu, minkä oletetaan
johtuvan siitä, että lujitemuovituotteilla on oletettua pitempi elinikä ja että
lujitemuovijätteen määrää ei luotettavasti ole kyetty toteamaan kokonaisjätteen
seasta.
Kuva 10.7Arvio Ruotsissa syntyvästä lujitemuovituotejätteestä.
Tuotantojätteen tai hävikin hyödyntämistä hankaloittaa
niiden hyvin sekalainen koostumus. Tuotantohävikki käsittää mm. likaantuneen
ja/tai kovettuneen muovin, vanhentuneen, käyttökelvottoman muovin ja
lujite/muovi-yhdistelmät, leikkaus-, koneistus- ja työstöjätteen, hionta- ja
sahauspölyn, likaantuneet pakkaukset ja työvälineet, alipainemenetelmissä
käytetyt tarvikkeet sekä hylkytuotteet. Tuotantojätteen hyödyntäminen
edellyttää sen lajittelua jo syntyvaiheessa.
Muoviteollisuus ry:n aloitteesta Suomen
lujitemuoviteollisuuden tuotantojätemäärät selvitettiin v. 2001 Tampereen
teknillisen yliopiston kyselytutkimuksessa. Tarkoitus oli selvittää
lujitemuoviyritysten raaka-ainevirrat ja niistä syntyvät jätemäärät sekä
tutkimuksen pohjalta tehdä johtopäätökset nykyisten tuotantomenetelmien ja
materiaalikäytön tehokkuudesta. Tuotantojätemäärän ja -laadun selvittämistä
hankaloitti lujitemuoviyritysten tuotevalikoiman monipuolisuus ja käytettyjen
tuotantomenetelmien monimuotoisuus. Ongelmana oli myös yritysten koko.
Tuotantojäte oli siten sekä koostumukseltaan että määrältään hyvin erilaista
eri yrityksissä. Tämä vaikeuttaa merkittävästi syntyvän jätteen laajempaa
hyödyntämistä. Karkeasti arvioiden jätteen määrän vaihtelualue yritysten välillä
olisi 0,1…50 t/a.
Tuotantojäte jakautui myös laadultaan eri tavoin eri
yrityksissä. Pienissä yrityksissä suurin jätteen määrä koostui sekalaisesta,
vaikeasti mitattavasta ja yksilöitävästä jätteestä kuten hartsiroiskeista,
hionta- ja leikkauspölystä sekä työvälineisiin ja astioihin jääneestä
raaka-aineesta. Reunojen leikkausjäte muodosti toisen merkittävän jätetyypin.
Keskimääräinen hävikki pienissä yrityksissä oli 6 %. Suurissa yrityksissä
muovijäte oli merkittävin jätetyyppi ja vasta sen jälkeen edellä mainitut
vaikeasti mitattavat jätteet. Suurissa yrityksissä keskimääräinen hävikki oli
19 %. Selvityksessä verrattiin käytettyjen raaka-aineiden massaa
valmistuneisiin tuotteisiin. Veneenvalmistajat arvioivat hävikiksi n. 5 %
käytetystä raaka-ainemäärästä. Arvion mukaan Suomessa syntyisi siten n. 2 000
tonnia tuotantojätettä, joka hinnaltaan vastaisi n. 10 milj. euron hävikkiä.
Suomen lujitemuoviteollisuuden 130 milj. euron vuosittaisesta liikevaihdosta
jätteen rahallinen osuus olisi tämän perusteella 7,5 %.
10.6.2 Kierrätysmenetelmät
Kierrätys on jätteen hyödyntämistä energiana, raaka-aineena
tai materiaalina. Kierrätysmenetelmien yleinen jako on esitetty taulukossa 10.5.
Taulukko
10.5
Kierrätysmenetelmien
yleinen jako.
Menetelmän tyyppi
Primaarinen menetelmä
Jätteen uusiokäyttö
sellaisenaan tai raaka-aineena ilman arvonmenetystä,
Sekundaarinen
menetelmä
Jätteen kierrätys
tuotteissa, joiden arvo on alempi verrattuna alkuperäiseen tuotteeseen
Tertiaarinen
menetelmä
Jätteen kierrätys
hajottamalla materiaali kemiallisesti lähtöaineeksi, jota voidaan käyttää
uuden tuotteen raaka-aineena
Kvarternaarinen
menetelmä
Jätteen polttaminen
ja lämpöenergian talteenotto
Kierrätysmenetelmät voidaan jakaa myös mekaaniseen ja
kemialliseen kierrätykseen sekä polttamiseen. Mekaaninen kierrätys hyödyntää
jätteen materiaalina. Käsittely voidaan toistaa, jos materiaalin ominaisuudet
eivät oleellisesti huonone. Mekaaninen kierrätys voi olla joko primaarista tai
sekundaarista käyttökohteesta riippuen. Kestomuovien kierrätys on tästä
esimerkki. Kestomuovit voidaan jauhaa granulaateiksi ja prosessoida
uusiotuotteiksi. Kemiallista kierrätystä ovat erilaiset kemialliset käsittelyt
kuten hydrolyysi, pyrolyysi, kaasutus tai hydraus, joilla materiaali hajotetaan
uusioraaka-aineeksi. Tyydyttymättömät polyesterit voitaisiin periaatteessa
hajottaa hydrolyysillä glykoliksi ja styreeniksi, mutta prosessi on kalleutensa
vuoksi käytännössä kannattamaton. Lujitemuovien kemiallinen kierrätys
edellyttää hyvin suuria materiaalimääriä ja kalliita laiteinvestointeja. Poltto
on erittäin merkittävä jätteiden käsittelymenetelmä, jolla Euroopassa
käsitellään suuria määriä yhdyskuntajätettä.
Mekaaninen kierrätys
Mekaanista kierrätystä on eniten tutkittu
lujitemuovijätteiden hyödyntämiseksi. Mekaaninen kierrätys tapahtuu
murskaamalla ja jauhamalla. Murskauksessa kappale pienennetään sopivaan kokoon,
jonka jälkeen se jauhetaan kuitupitoiseksi tai pulverimaiseksi tuotteeksi.
Tuotteesta voidaan erottaa eri sovellutuksia varten erilaisia fraktioita esim.
kuitupituuden tai partikkelikoon mukaan.
ERCOM Composites Recycling Saksassa on
esimerkki yrityksestä, jonka toiminta perustui autoista kerättävän SMC ja BMC
jätteen murskaamiseen ja jauhamiseen kierrätystä varten. ERCOM:in perustivat v.
1992 SMC-massan valmistajat ja raaka-ainetoimittajat eurooppalaisten
autonvalmistajien vaatimuksesta. Yrityksen ideana oli kehittää tehokas,
logistinen jätteiden keruu- ja käsittelyjärjestelmä, jossa kerätty jäte
murskattiin ja jauhettiin keskitetysti. Jäte haettiin autotehtailta ja
–korjaamoilta erityisillä murskainautoilla, joissa jäte välittömästi
murskattiin tilavuudeltaan noin neljäsosaan. Syntynyt murske kuljetettiin
prosessointilaitokseen, jossa se jauhettiin pienempipartikkeliseksi muovin ja
kuidun seokseksi, joka lopuksi kuivattiin. Tämä jauhettiin vielä kertaalleen,
jonka jälkeen saadut pöly- ja kuitufraktiot lajiteltiin kolmeen eri
kokoluokkaan. Näin saatu kierräte toimitettiin takaisin SMC- ja BMC-massoja
valmistaville yrityksille uudelleen käytettäväksi.
SMC- ja BMC-massojen valmistuksessa on
mahdollista käyttää kierrätettä 10…20 p% ominaisuuksien heikkenemättä.
Kierrätettä sisältävistä massoista valmistettavat tuotteet painavat 5…15 %
vähemmän kuin vastaavat neitseellisestä massasta valmistetut tuotteet. Tämä
johtuu pienemmästä kuitupitoisuudesta. ERCOM:in käsittelykapasiteetti on ollut
6 000 t/a, mutta laitos on toiminut vajaateholla koko toimintansa ajan.
Käyttöaste on ollut vain n. 20 %. Tänä päivänä toiminta on käytännössä loppunut
alkuperäisten rahoittajien vetäydyttyä yhtiöstä.
Ruotsissa SICOMP aloitti 1990-luvun
alkupuolella tutkimusprojektin lujitemuovijätteen kierrättämiseksi mekaanisin
menetelmin. Projekti tehtiin yhteistyössä raaka-ainetoimittajien ja
venevalmistajien kanssa. Tuloksena oli moottorivene, jonka valmistuksessa
käytettiin 20 p% jauhettua lujitemuovijätettä. Jäte oli pääosin ERCOM:sta
saatua kierrätettä. Vene valmistettiin ruiskulaminoimalla hartsi/kierräte-seosta
yhdessä neitseellisen lasikuidun kanssa. Teknisesti valmistus onnistui erittäin
hyvin ja vene täytti myös muut sille asetetut vaatimukset. Näitä
”kierrätysveneitä” valmistettiin 15 kpl, mutta varsinaiseen sarjatuotantoon
sitä ei otettu kierrätteen silloisesta korkeasta hinnasta ja tuotannon
edellyttämästä erikoisruiskusta johtuen.
Mekaaninen kierrätys sopii parhaiten täysin kovettuneille
lujitemuoveille, kuten SMC- ja BMC-massoista valmistetuille kappaleille.
Tuotantojäte, jossa matriisimuovina on polyesteri tai vinyyliesteri, ei
tavallisesti ole täysin kovettunutta ja se on jälkikovetettava korotetussa
lämpötilassa ennen mekaanista käsittelyä. Jollei jälkikovetusta suoriteta,
reagoimaton styreeni voi haihtua jauhamisen aikana. Tästä on seurauksena
työhygieenisiä ongelmia ja mahdollisesti jopa tulipaloja.
Lujitemuovijätteen polttaminen
Lujitemuovijätteen polttamista muun yhdyskuntajätteen
kanssa on myös tutkittu. Ongelmana polttamisessa on palamaton lujite, jonka
pitoisuus voi vaihdella 30…80 p%:n välillä. Tämä aine siirtyy tuhkaan ja
pitää hävittää muun tuhkamateriaalin kanssa. Toisaalta lujitemuovissa voi olla
hiilikuitua, jonka lämpöarvo on erittäin korkea tai luonnonkuituja, jotka
palavat niin ikään hyvin polttokattiloissa. Lujitemuovien lämpöarvoja eri lujitepitoisuuksilla
on esitetty kuvassa 10.8.
Kuva 10.8Lujitemuovien lämpöarvoja.
Syksyllä 2001 tehtiin Ruotsissa Köpingin
jätteenpolttolaitoksessa koe, jossa 70 MW arinapolttolaitoksessa poltettiin 13
tonnia lujitemuovisekajätettä, joka sisälsi mm. epoksi/hiilikuitujätettä, kaksi
moottorivenettä, kerroslevyjä ja SMC-massasta valmistettuja kappaleita.
Poltettavassa seoksessa oli 10 % lujitemuovijätettä ja loppu yhdyskuntajätettä.
Poltto suoritettiin kahden vuorokauden aikana. Koe osoitti, että
lujitemuovijätteitä voidaan polttaa kohtuullisen hyvin polttolaitoksissa, mutta
onnistunut poltto edellyttää jätteen esikäsittelyä. Hiilikuidut aiheuttavat
korkeita hiukkaspitoisuuksia savukaasuissa. Käsittely jätteenpolttolaitoksessa
edellyttääkin, että jätteen koostumus ja lämpöarvo tunnetaan eikä jäte sisällä
savukaasuihin muodostuvia sähköä johtavia tai
ympäristömyrkkyjä sisältäviä ainesosia.
Energian ja materiaalin
talteenotto
Suhteellisen uusi jätteiden käsittelytapa on jätteen
energiasisällön talteenotto yhdistettynä materiaalin talteenottoon.
Lujitemuovijätteille tämä tarkoittaa matriisimuovin energiasisällön
talteenottoa polttamalla, minkä jälkeen lujite ja täyteaineet hyödynnetään
uuden tuotteen valmistuksessa. Lujitemuovijätteen poltto sementin
valmistuksessa on eräs esimerkki tästä. Muovi käytetään sementinvalmistuksen
polttoaineena ja jäljelle jäävä lujite ja mahdolliset palamattomat täyteaineet
hyödynnetään sementin komponentteina. Ongelmana tässä esimerkkitapauksessa on
se, että sementinvalmistuksessa volyymit ovat suuret. Kaupallinen hyödyntäminen
edellyttää näin ollen tasalaatuisen lujitemuovijätteen riittävää saatavuutta.
Lujitemuovijätteiden hallittua polttoa sekä kuitujen ja
täyteaineiden talteenottoa on tutkittu seikkaperäisesti Nottinghamin
yliopistossa Englannissa. Lujitemuovijäte poltettiin leijupetikattilassa, minkä
jälkeen kuidut ja täyteaineet erotettiin saavukaasuista syklonin avulla.
Polttamalla valvotusti jätettä 450 °C:n lämpötilassa saatiin talteen
lasikuitua, jonka vetolujuus oli puolet neitseellisen kuidun lujuudesta. Tällä
lasikuidulla korvattiin osa neitseellisestä lasikuidusta BMC-massassa, josta
valmistetaan ajoneuvojen valojen sisäkupuja. Kokeen tuloksena oli, että
menetelmällä saadulla kierrätyslasikuidulla voidaan korvata 50 %
neitseellisestä lasikuidusta. Poltossa tuhoutuvat lasikuidun
pintakäsittelyaineet, mikä rajoittaa tällaisen kierrätyskuidun käyttöä.
Leijupetitekniikka soveltuu myös hiilikuitukomposiittien ja
–prepegien polttoon. Poltto 450…550 °C:n lämpötilassa tuottaa
hiilikuitua, jonka mekaaniset ominaisuudet vastaavat neitseellinen kuidun
ominaisuuksia. Keskimääräinen kuitupituus on polton jälkeen 5…10 mm. Käytetty
menetelmä on taloudellisesti kannattava, kun hiilikuidulla lujitettua
muovijätettä on saatavilla 200 t/a. Lasikuiduilla lujitettua muovijätettä
tarvitaan vastaavasti 10 000 t/a. Menetelmällä saatua kierrätyshiilikuitua voidaan
käyttää mm. pintamattojen ja suodatinkankaiden valmistukseen.
10.6.3 Lujitemuovien
kierrätyksen tulevaisuus
Vaikka lujitemuovien kierrätystä on selvitetty ja tutkittu
hyvin paljon, kaupalliset käytännön sovellutukset puuttuvat edelleen.
Lujitemuovijätteestä ei toistaiseksi ole voitu luoda kestomuovijätteen
tapaista, markkina-arvon omaavaa kierrätysraaka-ainetta. Tuotantojäte omaa
suurimman mahdollisuuden hyödyntämisen kannalta. Tuotantojätettä syntyy
paikallisesti suuriakin määriä ja se on lajiteltavissa ja käsiteltävissä
välittömästi uusiokäyttöä varten.
Kierrätystä ohjaavat mm. viranomaismääräykset, lait ja
asetukset, jätemaksut sekä yhteiskunnan asettamat vaatimukset koskien kestävää
kehitystä. Lujitemuoviyrityksissä ehkä tärkein toimenpide on jätteiden
syntymisen ehkäisy ja minimointi huolellisella tuotesuunnittelulla ja
valmistusmenetelmien valinnalla. Jätteen mekaaninen kierrätys omassa
tuotannossa on seuraava toimenpide. Raaka-ainehävikkiä vähentämällä säästetään
sekä raaka-ainekustannuksissa että jätteiden käsittelymaksuissa.
Kirjallisuutta
Kappale
10.4
SFS-EN
ISO 9000 Laadunhallintajärjestelmät. Perusteet ja sanasto, Suomen
standardisoimisliitto SFS, 2001-03-12
SFS-EN
ISO 9001 Laadunhallintajärjestelmät. Vaatimukset, Suomen standardisoimisliitto
SFS, 2001-03-12
SFS-EN
ISO 9004 Laadunhallintajärjestelmät. Suuntaviivat suorituskyvyn parantamiselle,
Suomen standardisoimisliitto SFS, 2001-03-12
Kappale
10.5
Siiki
P., Työturvallisuuslainsäädäntö, työnantajan ja työntekijän velvollisuudet ja
oikeudet. Edita Publishing Oy, Helsinki 2002. ISBN 951-37-3824-8.
Työpaikan
kemikaalilainsäädäntö. Edita Publishing Oy, Helsinki 2002. ISBN 951-37-3634-2.
Työterveyshuolto.
Edita Publishing Oy, Helsinki 2002. ISBN 951-37-3636-9.
Työsuojelun
toimintaohjelma – opas työpaikoille. Reijo Kanerva ja Oy Edita Ab, Helsinki
1997. ISBN 951-37-2214-7.
HTP-arvot
2002. Sosiaali- ja terveysministeriö: Työsuojelusäännöksiä 3, Kirjapaino
Öhrling, Tampere 2002. ISBN 952-00-1107-2.
Säämänen A., Methods to control styrene exposure in
the reinforced plastics industry. VTT:n
julkaisuja 354, Espoo 1998.
Husgafvel-Pursiainen
K., Tietoisku: Työperäisen puupölyaltistumisen terveyshaitat. Puupölyohjelma,
Työterveyslaitos, Helsinki huhtikuu 2003.
Tutkimus-
ja toimintaohjelma; Puupöly, altistuminen ja terveyshaitat 2002 – 2006.
Työterveyslaitos, Työhygienian ja toksikologian osasto.
Peters S.T., Handbook of Composites, Second Edition,
ss. 823…837. Chapman & Hall, GB 1998. ISBN 0 412 54020
7.
General Health & Safety Advice for SP Systems
Epoxy Resins & Hardeners. SP Systems Ltd, UK 2002.
Hamerton
I., Recent Developments in Epoxy Resins. Rapra Review Reports Volume 8, Number
7, Rapra Technology Ltd, UK 1996. ISBN 1-85957-083-6.
Kappale 10.6
1. Lujitemuoviyrityksen
hävikkiopas, Muoviteollisuus ry, Helsinki 2001.
Lujitemuoviteollisuudelle on
tyypillistä työskentely lukuisten kemiallisten aineiden sekä erilaisten
lujitteiden ja täyteaineiden kanssa. Kemiallisista aineista osa on komposiittien
raaka‑aineita ja osa komposiittien valmistukseen oleellisesti liittyviä
apuaineita. Käytetyistä raaka‑ ja apuaineista johtuen on erityistä huomiota
kiinnitettävä varsinaisen valmistusprosessin lisäksi komposiittien työstöön ja
viimeistelyyn sekä kemiallisten aineiden varastointiin ja jätteiden
hävittämiseen (ks. myös luku 10.6).
Turvallisen työskentelyn
edellytyksenä on turvalliseksi suunnitellun työympäristön, työn kulun ja
työmenetelmien lisäksi se, että jokaisella tuotantoon välillisesti tai välittömästi
osallistuvalla on riittävät tiedot kaikkien käytössä olevien raaka‑ ja apuaineiden
käyttötavoista, ominaisuuksista, koostumuksesta ja vaarallisuudesta. Lisäksi on
oltava tiedossa miten mahdollisen vahingon tapahduttua on toimittava.
Työtekijöiden on myös noudatettava annettuja suojeluohjeita ja käytettävä
kuhunkin työhön määrättyjä henkilö‑ ja laitekohtaisia suojeluvälineitä.
Puitteet työturvallisuudelle
antavat työturvallisuuslaki ja kemikaalilaki ja siihen liittyvät täsmentävät
asetukset, päätökset ja muut määräykset. Myös työterveyshuoltoa koskevalla
lainsäädännöllä on tärkeä merkitys. Sosiaali- ja terveysministeriö julkaisee
työsuojelua koskevia turvallisuusmääräyksiä, ‑ohjeita ja ‑tiedotteita.
Sosiaali- ja terveysministeriön päätökset, asetukset ja määräykset ovat
yleisesti sitovia. Terveydelle vaarallisista aineista on aineen valmistajan tai
toimittajan annettava käyttöturvallisuustiedote ja aineen käyttöä koskevat
yksityiskohtaiset ohjeet sekä varustettava pakkaukset asianmukaisin
varoitusmerkinnöin. Keskeisinä esimerkkeinä voidaan mainita asetukset
28.6.2001/624 ja 26.9.2001/807 sekä päätös 29.5.1998/377.
Euroopan unionin jäsenyydellä on
myös vaikutuksensa maamme työsuojeluun. EU:n lainsäädäntö, lähinnä direktiivit
on otettava huomioon kansallisessa lainsäädännössämme. Nykyisin suurin osa
uusista kansallisista säädöksistä perustuu direktiiveihin. EU-tasolla
käsitellään myös pitemmälle ajanjaksolle ulottuvia tavoitteita ja
toimintaohjelmia, jotka liittyvät työntekijöiden turvallisuuteen ja terveyteen.
10.5.1 Terveydelle vaaralliset aineet
Yleistäen voidaan sanoa kaikkien
kemikaalien olevan myrkyllisiä riippumatta siitä, kuinka turvallisia niiden
luullaan olevan. Myrkyllisyydellä tarkoitetaan kullekin kemikaalille luontaista
haitallista vaikutusta, jota ei voida muuttaa, kuten ei kemikaalin väriä, hajua
tai muitakaan fysikaalisia ominaisuuksia. Toisaalta voidaan myös todeta, että
myrkyllisimmänkin kemikaalin vaarallisuus voi työntekijälle olla vähäinen, kun
ainetta käsitellään huolellisesti ja oikealla, ohjeiden mukaisella tavalla.
Aineen vaarallisuus riippuu sen
luontaisesta myrkyllisyydestä ja altistuksen määrästä. Ilman altistumista ei
myrkyllisinkään kemikaali ole vaarallinen. Toisaalta on muistettava, että
suhteellisen alhaisen myrkyllisyyden omaava aine voi olla erittäin vaarallinen,
jos altistuksen määrä on hyvin suuri. Tämä merkitsee sitä, että
työskenneltäessä kemikaalien tai kemiallisten aineiden seosten kanssa on aina
tehtävä kaikki mahdollinen altistuksen määrän pitämiseksi mahdollisimman
pienenä täysin riippumatta siitä, kuinka myrkyllistä tai vaarallista kyseinen
aine on. Jotkut aineet voimistavat toistensa vaikutuksia, ts. niiden
vaikutukset ovat synergisiä. Tällaisille aineille tapahtuvan yhteisaltistumisen
haittavaikutuksen arvioiminen on hankalaa, koska synergisistä vaikutuksista on
toistaiseksi vain vähän tietoa.
Altistuminen työssä tapahtuu
yleensä joko ihon tai hengitysteiden kautta. Terveydelliset vaikutukset jaetaan
tavallisimmin äkilliseen ja pitkäaikaiseen altistukseen sekä paikallisiin
vaikutuksiin. Paikallisia vaikutuksia ovat ärsytys ja syövytys, jotka ilmenevät
vaikutuskohdassa, kuten esimerkiksi ihossa, silmissä tai limakalvoissa. Ärsytys
aiheuttaa tyypillisesti punotusta ja turvotusta ja syövytys kudoksen
tuhoutumista. Äkillisen altistuksen vaikutukset ilmenevät joko välittömästi tai
lyhyen ajan kuluessa altistuksesta, pitkäaikaisen altistuksen vaikutukset
vastaavasti altistuttaessa pitkän aikaa tai toistuvasti kemiallisille aineille.
Tyypillisiä äkillisen altistuksen vaikutuksia ovat päänsärky, huonovointisuus,
elimistön toiminnan häiriöt ja tajunnanmenetys, joka voi johtaa jopa kuolemaan.
Pitkäaikaisen altistuksen vaikutuksia ovat esimerkiksi herkistyminen, hermosto‑
ja elinvauriot sekä erilaiset sairaudet. Herkistyminen on yleensä ihottumana
tai astmatyyppisenä oireena ilmenevä allerginen reaktio jollekin aineelle.
Herkistyminen on hyvin yksilöllistä. Merkittävää on muistaa, että henkilön
herkistyttyä jollekin kemikaalille jo lyhyt altistus ja erittäin pieni määrä
kyseistä ainetta voi aiheuttaa voimakkaitakin oireita.
Muita merkittäviä terveydellisiä
vaikutuksia ovat mm. aineen karsinogeenisuus (aineen ominaisuus aiheuttaa
syöpää) ja mutageenisuus (aineen ominaisuus aikaansaada geenimutaatioita).
Myrkyllisyyden ohella työturvallisuuden kannalta merkittäviä aineen
ominaisuuksia ovat mm. reaktiivisuus, hapettavuus ja syttyvyys sekä palo‑ ja
räjähdysominaisuudet.
Aineen äkillistä myrkyllisyyttä
mitataan yleisimmin LD50‑arvolla (median lethal dose). LD50‑arvo
ilmoittaa aineen määrän koe‑eläimen painokiloa kohti (esim. mg/kg), jolla 50 %
koe‑eläimistä, tavallisesti rotista, kuolee. Aine voidaan antaa suun tai ihon
kautta, ihon alle, suoneen, vatsaonteloon tai lihakseen. Aine on sitä
myrkyllisempi ja terveydelle vaarallisempi mitä pienempi sen LD50‑arvo
on. Aineen äkillistä myrkyllisyyttä hengitysteitse mitataan vastaavasti LC50‑arvolla
(median lethal concentration). LC50‑arvo ilmoittaa ilmassa olevan
aineen pitoisuuden (esim. mg/m3, mg/l tai ppm = parts per million =
cm3/m3), jolla 50 % koe‑eläimistä kuolee. LC50‑arvoa
käytetään kaasuille, höyryille ja pölyille ja sen yhteydessä ilmoitetaan
tavallisesti myös altistusaika (esim. 4 tai 8 h).
Sosiaali- ja terveysministeriön
työsuojeluosasto julkaisee turvallisuustiedotetta työpaikan ilman
epäpuhtauksien haitalliseksi tunnetuista pitoisuuksista (HTP‑arvot). HTP‑arvo
on sama kuin kynnys‑ eli TLV‑arvo (threshold limit value). Se ilmoittaa kunkin
epäpuhtauden osalta raja-arvon (mg/m3, ppm), jota pienemmällä
pitoisuudella haitallisten vaikutusten vaara on vähäinen. Kuitumaisten pölyjen
ja eräiden muiden aineiden raja-arvot voidaan antaa myös muissa yksiköissä.
Kuitumaisten pölyjen yksikkönä on kpl/cm3, joka ilmaistaan
tunnuksella l/cm3. Haitalliseksi tunnetut pitoisuudet ilmoitetaan
keskipitoisuuksina käyttäen keskiarvotusaikana joko 8 tuntia tai 15 minuuttia.
Eräille aineille annetaan myös hetkelliset HTP-arvot.
Seuraavissa kappaleissa käsitellään
lyhyesti eräiden keskeisten lujitemuoviteollisuuden käyttämien raaka‑ ja
apuaineiden myrkyllisyyttä ja vaarallisuutta terveydelle. Tiedot perustuvat
kirjoittamishetkellä saatavilla olevaan aineistoon. Koska sekä kokemuksen että
tutkimusten kautta näistä aineista ja aineiden seoksista saadaan jatkuvasti
uutta tietoa, on tärkeää, että käyttäjien omat tiedostot ovat ajan tasalla.
Tämä edellyttää mm. sitä, että käytettävissä on aina uusimmat Sosiaali- ja
terveysministeriön julkaisemat turvallisuustiedotteet/työsuojelusäädökset ja
materiaalitoimittajilta saatavat käyttöturvallisuustiedotteet. CAS‑numero
(Chemical Abstract Service) on mainittu suluissa eräiden kemikaalien yhteydessä
helpottamaan tunnistamista. Numeroa voidaan käyttää myös haettaessa
kirjallisuudesta tai internetistä täydentävää tietoa ko. aineesta. Nykyisin
useimmilla raaka-aineiden valmistajilla on internetissä sekä kattava tekninen
tiedosto että käyttöturvallisuustiedotteet markkinoimistaan matriisimuoveista,
lujitteista sekä täyte- ja lisäaineista.
10.5.2 Muovit ja muovien raaka-aineet
Styreeni (100-42-5)
Yleisimmin käytössä olevista
matriisimuoveista ja valmistusmenetelmistä johtuen styreeni on kokonaisuutena
katsoen todennäköisesti lujitemuoviteollisuutemme suurin ongelma. Styreenin
terveydellisiä vaikutuksia ja keinoja styreenialtistumisen pienentämiseksi on
tutkittu hyvin paljon sekä Suomessa että muissa maissa. Edistystä on tapahtunut
useilla alueilla. Styreeniä sisältäviä matriisimuoveja on modifioitu,
valmistustekniikoita kehitetty ja tuotantotiloja parannettu. Myös raaka-aineen
käsittelyyn ja varastointiin sekä tuotantotilojen siisteyteen on kiinnitetty
huomiota (ks. 10.6.2 ja 10.6.3). Styreenihaihtuman suuruuteen vaikuttaa
ensisijaisesti muovin styreenipitoisuus. Vähemmän vaikuttavia tekijöitä ovat
geeliytymisaika, muovin viskositeetti ja valmistettavan laminaatin paksuus.
Markkinoilla on alhaisen
styreenihaihtuman (low styrene emission resin/LSE) matriisimuoveja, joissa
yleensä käytetään parafiini- tai vahalisäystä muodostamaan styreenimonomeerin
haihtumista estävä kalvo laminaatin pintaan. Ensimmäisissä versioissa lisäaineet
toimivat irrotusaineiden tavoin aiheuttaen laminaatin delaminoitumista. Tämä
ongelma on nyt voitettu. Haihtumista estävän kalvon muodostavien lisäaineiden
käyttö toimii erinomaisesti ortopolyestereiden kanssa, huonommin useimpien
isoftaalipolyestereiden kanssa, mutta on täysin tehoton vinyyliestereiden,
bisfenolien ja disyklopentadieenien kyseessä ollen. Styreenimäärän alentaminen tavanomaisesta
38…45 p%:n pitoisuudesta alle 35 p%:n pitoisuuteen pienentää myös jonkin
verran styreenihaihtumaa. Samalla kuitenkin hartsin viskositeetti nousee, mikä
huonontaa näistä muoveista valmistettujen lujitemuovikappaleiden valmistus- ja
työstöominaisuuksia. Käytännössä styreenimäärän on oltava vähintään n. 30 p%
(täyte- ja lisäaineita sisältävissä gelcoateissa styreenipitoisuudet voivat
olla alemmat). Tähän 30 p%:n määrään päästään jo disyklopentadieeni
kertamuovilla, jonka yleislaatujenkin styreenipitoisuus on vain 35…40 p%.
Verrattuna ortopolyestereihin DCPD-muovi tarvitsee vähemmän styreeniä saman
viskositeetin saavuttamiseksi.
Styreenin korvaamista samalla
tavoin toimivalla toisella reaktiivisella monomeerillä on tutkittu.
Parametyylistyreenillä eli vinyylitolueenilla on pienempi höyrynpaine ja alempi
haihtuvuus. Haittoina ovat kuitenkin styreeniä korkeampi hinta, vaikeampi
saatavuus ja hyvin voimakas tuoksu. Metyylimetakrylaatti, jota myös on tutkittu
vaihtoehtona, on kuitenkin styreeniä merkittävästi haihtuvampi. Lisäksi
metyyliakrylaattia sisältäviä lujitemuovikappaleita voidaan työstää ainoastaan
suljetuilla menetelmillä.
Styreenihöyryt voivat aiheuttaa
silmien ja hengitystiehyiden ärsytystä ja suurina pitoisuuksina uneliaisuutta,
pahoinvointia, päänsärkyä, väsymystä, huimausta ja koordinointivaikeuksia.
Nestemäinen styreeni ärsyttää silmiä, ihoa ja limakalvoja. Styreeni saattaa
myös vaurioittaa keskushermostoa, maksaa ja munuaisia. Se imeytyy ihon ja
ruoansulatuskanavien läpi. Nieltynä styreeniä saattaa sisäänhengitettäessä
kulkeutua keuhkoihin, joista se nopeasti imeytyy elimistöön. HTP‑arvo
styreenimonomeerille on 20 ppm/8 h (86 mg/m3/8 h) tai 100 ppm/15min
(430 mg/m3/15 min). Styreenin hajukynnys on hyvin alhainen, n. 0,05
ppm. Tuoksu on voimakkaan imelä. Styreeniä ei ole osoitettu karsinogeeniseksi,
mutta sitä on epäilty eräiden eläinkokeiden tulosten perusteella mahdollisesti
syöpää aiheuttavaksi aineeksi (IARC Group 2B v. 1997; IARC = International
Agency for Research on Cancer/WHO). Lisäksi styreeni aineenvaihdunnassa muuttuu
styreenioksidiksi, jonka on eläinkokeissa todettu aiheuttavan solumuutoksia.
GPRMC Annual Meeting Brysselissä
helmikuussa 2003 totesi, että styreenin riskikartoitus on saatettu päätökseen
ja lopputuloksena on, että styreeni ei aiheuta haittaa ympäristölle. Styreenin
käsittelyopas on uusinnan alla raaka-ainevalmistajien (CEFIC) kanssa. Ruotsin lujitemuoviteollisuus
pyrkii palauttamaan styreenimonomerin HTP-arvon nykyisestä 10 ppm/8 h takaisin
aikaisemmin sallittuun arvoon 20 ppm/8 h.
Styreeni kuuluu EU:ssa käsittelyn alla
oleviin projekteihin. Pyrkimyksenä on kehittää teollisuudelle työkalut, joilla
on mahdollista saada styreenihaihtuma nykyisen ja tulevan lainsäädännön
edellyttämälle tasolle ja saattaa kaikissa EU maissa voimaan sama HTP-arvo
styreenimonomeerille. Tämän kirjan kirjoittamisajankohtana v. 2003 EU maiden
korkein sallittu HTP-arvo styreenimonomeerille vaihteli alueella 10…100 ppm/8
h.
Styreeniongelma on suurin valmistettaessa käsin- tai
ruiskulaminoimalla suurikokoisia kappaleita avomuoteissa. Styreenihaihtuma on
suurin ruiskulaminoinnissa. Haihtumaa voidaan pienentää käyttämällä sisäistä
matalapainesekoitusta, jossa paineilma ei sekoitu hartsiin ja kovetteeseen,
ihanteellista suuttimen tyyppiä ja kokoa ja alle metrin ruiskutusetäisyyttä.
Käsinlaminoinnissa haihtuma on suurin telauksen aikana. Tarpeetonta telausta onkin
vältettävä, minkä lisäksi telauksen tulee tapahtua rauhallisesti ja kontrolloidusti.
Liiallista matriisimuovin käyttöä ja lammikoitumista on myös vältettävä.
Matriisimuovin geeliytymisajan ja kappaleen vaatiman laminointiajan tulisi olla
yhteensopivat. Parafiini- tai vahalisäys pintakerrokseen käytettävään
matriisimuoviin pienentää styreenihaihtumaa. Myös lujitekuiturikas pintakerros
vähentää haihtumaa.
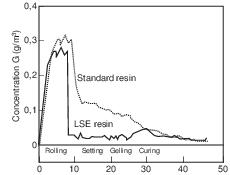
Kuva 10.5 esittää polyestereiden styreenihaihtumaa eri
työvaiheissa. Mittaukset on suoritettu ilmastointikanavasta IR-spektrometrillä.
Kuva 10.5 Polyesterihartsien styreenihaihtuma eri työvaiheissa.
Epoksit
Epoksihartseilla tarkoitetaan
muoveja, jotka sisältävät vähintään kaksi glysidyyliryhmää. Epoksien määrä on
erittäin suuri, sillä lähes kaikki bisfenolit ja monifunktionaaliset fenolit,
glykolit ja polyolit voidaan epoksoida epoksihartseiksi. Useimmat epoksit
valmistetaan epikloorihydriinistä sopivaa kemikaalia käyttäen. Reaktio
epikloorihydriinin kanssa tuottaa glysidyyliryhmiä. Epoksihartseja kutsutaankin
myös glysidyyliyhdisteiksi, kuten esimerkiksi glysidyylieettereiksi, glysidyyliestereiksi,
glysidyyliamiineiksi ja epoksoiduiksi fenoli-novolakoiksi. Vaikka puhtaan
bisfenoli-A tyyppisen epoksin pitäisi olla vapaa kloorista, saattaa hartsiin jäädä
vähäinen kloorijäännös. Käytännössä klooripitoisuus voi olla 0…1 %.
Nestemäiset ja kiinteät bisfenoli‑A tyyppiset epoksihartsit voivat siten sisältää
vähäisen määrän jäännösepikloorihydriiniä, joka on luokiteltu mahdollisesti
syöpää aiheuttavaksi aineeksi (Carc. Cat. 2). Epikloorihydriinin (106‑89‑8) HTP‑arvo
on 0,5 ppm/8 h (1,9 mg/m3/8 h).
Lujitemuoviteollisuudessa
käytettävät epoksihartsit ovat yleensä alhaisen viskositeetin omaavia,
reaktiivisia liuotteita sisältäviä hartseja. Tyypillisesti lujitemuoviteollisuudessa
käytettävät epoksit ovat silmiä ja ihoa ärsyttäviä. Ihokosketus voi aiheuttaa
herkistymistä ja ihon tulehduksia. Epoksihartseja käytetään aina kovetteen ja
mahdollisten muiden lisäaineiden kanssa. Yleisesti voidaan todeta, että kovetteet
ja lisäaineet, kuten esim. liuotteet ja ohenteet ovat usein huomattavasti
vaarallisempia terveydelle kuin puhdas epoksihartsi. Niinpä näitä sekä näitä
aineita sisältäviä muoveja on käsiteltävä huomattavasti suuremmalla
huolellisuudella kuin puhtaita epoksihartseja.
Bisfenoli‑A
tyyppisillä epokseilla
(DGEBA) (1675‑54‑3, 25036‑25‑3, 25068‑38‑6 ja 25098‑99‑8) on alhainen äkillinen
myrkyllisyys ja ne ovat vain vähän tai keskinkertaisesti ärsyttäviä. Osa
käyttäjistä saattaa herkistyä hartsille ja saada iho‑oireita. Herkistymisen
kannalta hyvin ratkaisevaa on kuinka paljon hartsi sisältää oligomeeriä, jonka
moolimassa on 340. Bisfenoli‑A tyyppisiä epoksihartseja ei ole luokiteltu
syöpää aiheuttaviksi aineiksi.
Bisfenoli‑F
epoksit (9003‑36‑5,
39817‑09‑9, 54208‑63‑8 ja 55492‑52‑9) aiheuttavat vähäistä ihon ja silmien
ärsytystä. Myrkyllisyydeltään hartsit ovat bisfenoli‑A tyypin epoksien
kaltaisia.
Useimmat sykloalifaattiset epoksit (2386‑87‑0 ja 30583‑72‑3) ovat ihoa ja
limakalvoja ärsyttäviä. Näitä epokseja ei pidetä syöpää tai geenimuutoksia
aiheuttavina.
Glysidyyliamiini-epoksit
(28768-32-3)
ovat ihoa ärsyttäviä ja niillä on alhainen äkillinen myrkyllisyys.
Mutageenisyys testeissä on saatu sekä positiivisia että negatiivisia tuloksia.
Ryhmään muut glysidyylieetterit kuuluvissa epokseissa (2210‑79‑9, 2426‑08‑6,
3101‑60‑8, 17557‑23‑2 ja 26447‑14‑3) käytetään usein reaktiivisina ohenteina
aineita, joiden takia hartseja käsiteltävä erityisellä varovaisuudella. Eräät ohenteista
ärsyttävät voimakkaasti ihoa, silmiä ja limakalvoja ja aiheuttavat
herkistymistä, joka ilmenee iho‑oireina. Muutkin ohenteet ovat vähintään
keskinkertaisesti ihoa ja limakalvoja ärsyttäviä. Käytetyillä reaktiivisilla
ohenteilla on alhainen moolimassa ja viskositeetti sekä suhteellisen pieni
höyrynpaine. Haihtuminen on kuitenkin mahdollista varsinkin korkeammissa
lämpötiloissa. Höyryjen hengittämistä on vältettävä. Ryhmään kuuluvan
neopentyyliglykolin diglysidyylieetterin on todettu aiheuttavan koe‑eläiminä
käytetyissä hiirissä ihosyöpää toistuvasti iholle siveltynä.
Epoksien kovetteet
Kovetteiden sekoittaminen epoksihartsiin
on suoritettava ohjeiden mukaan ja henkilökohtaisia suojeluvälineitä käyttäen.
Sekoittamista ei saa tehdä sellaisessa astiassa tai niin suurena annoksena,
että syntyy vaara kontrolloimattomasta kovettumisreaktiosta, joka johtaa
nopeaan lämpötilan nousuun, savunmuodostukseen ja jopa hartsi/koveteseoksen
syttymiseen. Tällaisessa eksotermireaktiossa kehittyvä, tuoksultaan reaktiolle
hyvin ominainen savu ja höyry voi olla myrkyllistä ja aiheuttaa silmien sekä
nenän ja suun limakalvojen ärsytystä, pahoinvointia, huimausta ja päänsärkyä.
Hallitsematon eksotermireaktio voi syntyä myös muiden kuin epoksihartsien
kanssa. Se voi tapahtua myös laminoinnin tai prepregien käsittelyn yhteydessä.
Huoneenlämpötilassa (16…25 °C) kovetettu epoksimuovi saattaa
sisältää pienen määrän reagoimatonta hartsia tai kovetetta jonkin aikaa
varsinaisen kovettumisreaktion jälkeen. Reaktio on täydellinen viimeistään
16…24 vrk:n kuluttua. Mikäli kovettaminen suoritetaan korotetussa
lämpötilassa tai huoneenlämmössä kovetettu tuote jälkikovetetaan korotetussa
lämmössä, hartsi ja kovete reagoivat täydellisesti hyvin lyhyessä ajassa
(edellyttäen, että hartsin ja kovetteen sekoitussuhde on aineen valmistajan
ohjeen mukainen). Täysin kovettunut epoksimuovi on terveydelle vaaratonta.
Käsinlaminoinnissa sekä
injektointi- ja muissa alipainemenetelmissä käytettävät epoksien kovetteet ovat
yleensä amideja sisältäviä yhdisteitä, joiden komponentit on pyritty valitsemaan
siten, että kovetteesta aiheutuvat terveydelliset haitat olisivat mahdollisimman
vähäiset. Nämä kovetteet ovat tyypillisesti syövyttäviä ja ihoa sekä silmiä
ärsyttäviä ja niille voi herkistyä ihokosketuksen kautta tai hengitysteitse.
Aromaattisilla
amiinikovetteilla
on vähäinen ihoa ja limakalvoja ärsyttävä vaikutus. Niiden on kuitenkin todettu
vahingoittavan sisäelimiä, erityisesti maksaa, ja alentavan veren hapenkuljetuskykyä.
Suun, ihon ja hengitysteiden kautta tapahtuvaa altistumista on vältettävä.
Eräiden amiinien epäillään olevan karsinogeenisia (syöpää aiheuttavia).
4,4’‑Metyleenidianiliini (MDA)
(101‑77‑9) saattaa vahingoittaa munuaisia, kilpirauhasta, pernaa, punasoluja ja
silmien valoreseptoreita altistumisen tapahtuessa ihon, hengityselimien tai
suun kautta. MDA voi aiheuttaa ihon herkistymistä. Se on myös mahdollisesti
syöpää aiheuttava aine (NTP Group 2; IARC 2B), joskaan tästä ei ole vielä saatu
todisteita. Kaikki amiininilla kovetettavat epoksihartsisysteemit eivät sisällä
vapaata metyleenidianiliinia. Mikäli sitä on vapaana, sen määrä alenee
prepregin valmistusprosessissa. Täysin kovettuneessa epoksimuovissa ei ole
vapaata metyleenidianiliinia. MDA:n HTP‑arvo on 0,02 ppm/8 h (0,22 mg/m3/8
h).
4,4’‑Diaminodifenyylisulfoni
(DDS, Dapsoni) (80‑08‑0) on rottakokeissa aiheuttanut kasvaimia mm. pernaan,
maksaan, kilpirauhaseen ja vatsakalvolle, kun altistuminen on tapahtunut suun
kautta tai ainetta on annosteltu vatsaonteloon. Ihmisille Dapsonia on käytetty
suun kautta nautittavana lääkkeenä mm. spitaaliin ja tiettyihin ihotulehduksiin
lähes 50 vuoden ajan. Päivittäinen annostus on ollut jopa 300 mg runsaan 10
vuoden aikana. Todisteita siitä, että aine aiheuttaisi ihmisille syöpää, ei
vielä ole saatu. Suun kautta toistuvasti nautittuna Dapsoni aiheuttaa muutoksia
verenkuvassa. Kerta-annoksena suun kautta nautittuna se aiheuttaa
pahoinvointia, oksennusta ja muita yksittäisiä oireita.
Alifaattiset
ja sykloalifaattiset amiinikovetteet (140‑31‑8 ja694‑83‑7) kuten dietyleenitriamiini (DETA) (111‑40‑0)
ja trietyleenitetra‑amiini (TETA) (112‑24‑3)
ovat vahvoja emäksiä. Ne ovat voimakkaasti ihoa ja silmiä ärsyttäviä tai
syövyttäviä ja eräät niistä voivat myös olla ihoa ja/tai hengityselimiä
herkistäviä. Tietyt tämän ryhmän kovetteet saattavat aiheuttaa näkemishäiriöitä
ilmassa leijuvan kemikaalin vaikuttaessa suoraan sarveiskalvoon.
Polyaminoamidikovetteet (68410‑23‑1) ovat lievästi ihoa
ja silmiä ärsyttäviä, samoin amidikovetteet (68082-29-1).
Kahden suuren happoanhydridien ryhmän aineita käytetään
myös epoksien kovetteena. Useimmat näistä anhydrideistä ovat voimakkaasti
silmiä ja ihoa ärsyttäviä. Ensimmäiseen ryhmään kuuluvat
tetrahydroftaalihappoanhydridi (THPA) (85‑43‑8), heksahydroftaalihappoanhydridi
(HHPA) (85‑42‑7) ja metyylitetrahydroftaalianhydridi (MTHPA) (26590‑20‑5).
MTHPA:n HTP-arvo 0,025 ppm/8h (0,17 mg/m3/8 h). Näillä kaikilla on
suuri höyrynpaine tavanomaisissa kovetuslämpötiloissa. Kovetteista haihtuvat
höyryt ovat voimakkaasti silmiä, ihoa, limakalvoja ja hengityselimiä ärsyttäviä.
Toisen ryhmän muodostavat tavallisesti pulvereina toimitettavat
trimelliittihappoanhydridi (TMA) (552‑30‑7), jonka HTP-arvo on 0,005 ppm/8h
(0,04 mg/m3/8 h, ja tetraftaalidianhydridi (TPDA) (89‑32‑7).
Molemmat kovetteet voivat aiheuttaa ihon ja hengitysteiden herkistymistä.
Yleisesti tämän ryhmän aineita tulee käsitellä vain hyvin ilmastoiduissa
tiloissa.
Poly- ja vinyyliestereiden kovetteet
Sekä poly‑ että vinyyliestereitä
kovetetaan orgaanisilla peroksideilla, jotka lähes kaikki ovat puhtaana herkästi
räjähtäviä. Yleisimmät peroksidikovetteet ovat metyylietyyliketoniperoksidi
(MEKP) (78‑93‑3), jonka HTP-arvo on 100 ppm/15 min (300 mg/m3/15
min), asetyyliasetoniperoksidi (AAP) (123‑54‑6), sykloheksanoniperoksidi (CHP)
(108‑94‑1), bentsoyyliperoksidi (BPO) (94‑36‑0), jonka HTP-arvo on 5 mg/m3/8
h (10 mg/m3/15 min), kumeenihydroperoksidi (KHP) (80‑15‑9) ja
dikumenyyliperoksidi (DKP) (80‑43‑3).
Useat orgaaniset peroksidit ovat
syövyttäviä. Erityisesti on varottava aineen joutumista silmiin, sillä seurauksena
voi olla sarveiskalvosamentumia ja sokeutuminen. Tyypillisesti poly- ja
vinyyliestereiden kovetteet ovat joko ihoa, silmiä ja limakalvoja ärsyttäviä
tai terveydelle haitallisia hengitettynä, joutuessaan iholle ja nieltynä.
Eräiden kovetteiden höyryt voivat aiheuttaa uneliaisuutta ja huimausta. Ne
saattavat olla myös herkistäviä. Pitkäaikainen altistus voi aiheuttaa vakavaa
haittaa terveydelle hengitettynä ja joutuessaan iholle. Kumeenihydroperoksidi
on myrkyllistä hengitettynä.
Polyestereiden kiihdytteet
Kiihdytteet ovat joko
metalliyhdisteitä tai orgaanisia amiineja. Metalliyhdisteistä yleisimpiä ovat
kobolttioktoaatti ja ‑naftenaatti joko pehmitteeseen tai styreeniin
liuotettuna. Orgaanisista amiineista tavallisimmat ovat N,N‑dimetyylianiliini
(DMA) (121‑69‑7), N,N‑dietyylianiliini (DEA) (91‑66‑7) ja dimetyyli‑p‑toluidiini
(DMpT) (609‑72‑3).
Orgaaniset amiinit ovat
myrkyllisiä hengitettynä, joutuessaan iholle ja nieltynä. Äkillinen altistus
ilmenee huimauksena, päänsärkynä ja huonovointisuutena. Pitkäaikainen altistus
aiheuttaa herkistymistä ja hermosto‑ sekä mahdollisesti elinvaurioita. DMA:n
epäillään aiheuttavan syöpäsairauden vaaraa (Carc.Cat 3). Sen HTP-arvot
ovat 5 ppm/8 h (25 mg/m3/8 h) ja 10 ppm/15 min (50 mg/m3/15 min).
Sekä kiihdytteitä että
kovetteita käsiteltäessä ja poly- ja vinyyliestereihin sekoitettaessa on
ehdottomasti aina käytettävä henkilökohtaisia suojeluvälineitä (suojakäsineet,
silmien ja hengityksen suojaimet).
Polyuretaanit
Polyuretaanien raaka-aineina
käytettävien isosyanaattien useimmat
kaupalliset laadut ovat myrkyllisiä hengitettynä. Ne ovat myös ihoa, silmien
limakalvoja ja hengitystiehyitä voimakkaasti ärsyttäviä ja herkistäviä. Eräiden
isosyanaattien epäillään aiheuttavan syöpäsairauden vaaraa (IARC Group 2B).
Altistuminen tapahtuu joko ihon tai hengityselimien kautta. Hengityselimien
herkistyminen voi aiheuttaa vakavia, astmatyyppisiä reaktioita. Nestemäinen
isosyanaatti syövyttää ihoa ja saattaa silmiin joutuessaan aiheuttaa pysyviä
vaurioita. Isosyanaattien HTP‑arvo on 0.035 mg/m3/15 min (NCO:na).
Näitä kemikaaleja on käsiteltävä erityisellä huolellisuudella hyvin
ilmastoidussa tilassa. Tämä on erityisen tärkeää isosyanaatin höyrynpaineen
ollessa suuri. Yleisimmät isosyanaatit ovat tolueenidi‑isosyanaatti (TDI) (584‑84‑9)
ja heksametyleeni-1,6-di-isosyanaatti (HDI) (822-06-0).
Difenyylimetaanidi-isosyanaatti, isomeerit ja homologit, n=0-4 (9016-87-9) ovat
terveydelle haitallisia hengitettynä ja silmiä, ihoa sekä hengityselimiä
ärsyttäviä. Henkilöiden, joilla on taipumusta astmaan tai krooniseen
keuhkoputkentulehdukseen on vältettävä työskentelyä isosyanaattien kanssa.
Polyuretaanien valmistuksessa
isosyanaattien silloitukseen käytetään polyoleja.
Polyeetteri‑ ja polyesteripolyolien ei katsota aiheuttavan erityistä terveydellistä
vaaraa teollisessa käytössä. Joissakin polyoleissa saattaa olla jonkin verran
reagoimatonta eteenioksidia (75‑21‑8), joka on myrkyllistä hengitettynä ja
ärsyttää ihoa, silmiä ja hengityselimiä.
Fenoli- ja aminohartsit
Fenoliformaldehydien
ryhmään
kuuluvien hartsien (9003-35-4 ja 37337-65-8) myrkyllisyys ja terveydellinen
vaara on suhteellisen pieni. Ne saattavat sisältää pieniä määriä vapaata
formaldehydiä (50‑00‑0) ja fenolia (108‑95‑2), jotka molemmat ovat myrkyllisiä
aineita. Altistuminen fenolille tapahtuu ihon kautta, mistä syystä
kovettamatonta hartsia ei saa joutua iholle. Kovettumisreaktion aikana saattaa
vapautua pieniä määriä formaldehydi‑ ja fenolihöyryjä. HTP‑arvo formaldehydille
on 0,3 ppm/8 h (0,37 mg/m3/8 h) ja hetkellinen arvo 1 ppm (1,2 mg/m3).
Formaldehydi on myrkyllistä hengitettynä, joutuessaan iholle ja nieltynä. Se on
myös syövyttävää ja herkistävää. Herkistyminen ilmenee iho‑oireina. Myös
keuhkojen toiminnan heikentymistä on todettu. Altistuminen tapahtuu ihon tai
hengitystien kautta. Formaldehydin epäillään aiheuttavan syöpäsairauden vaaraa
(Carc.Cat 3). Fenolille HTP-arvot ovat vastaavasti 2 ppm/8 h (8 mg/m3/8
h) ja 5 ppm/15 min (20 mg/m3/15 min). Myös fenoli on syövyttävää
sekä myrkyllistä joutuessaan iholle ja nieltynä.
Urea-formaldehydi-
ja melamiini-formaldehydihartsit ovat myrkyllisyydeltään hyvin samanlaisia kuin
fenoliformaldehydihartsit. Ne saattavat sisältää pieniä määriä vapaata
formaldehydiä, joka vapautuu kovettumisreaktion aikana.
Bismaleimidit
Bismaleimidien (BMI) ja muiden
polyimidien myrkyllisyydestä ja mahdollisista terveydellisistä vaaroista ei
toistaiseksi ole riittävästi tutkimustuloksia olemassa. Höyry ja pöly ärsyttävät
ihoa, silmiä ja nielua ja pitkäaikainen altistus voi johtaa ihon
herkistymiseen.
Kestomuovit
Kestomuoveja pidetään yleisesti
terveydelle vaarattomina aineina. Ne ovat nieltyinäkin osoittautuneet
vaarattomiksi eikä pitkäaikaisenkaan altistuksen ole todettu aiheuttavan iho‑oireita
tai ihon herkistymistä. Edellytyksenä on, että muovi ei sisällä reagoimattomia
monomeerejä. Muovattaessa kestomuoveista kuitenkin vapautuu höyryä, joka
ärsyttää silmiä ja nenän sivuonteloita aiheuttaen vilustumisen tunteen. Sula
kestomuovi iholle joutuessaan tarttuu siihen kiinni ja aiheuttaa pahoja
palovammoja. Ihon kohdat, joihin kestomuoviroiskeita osuu, on heti
jäähdytettävä kylmällä vedellä. Tämän jälkeen on mentävä lääkärinhoitoon. Ihoon
tarttunutta kestomuovia ei saa itse poistaa. Seurauksena voi olla vakavia
kudosvaurioita.
Vaikka kestomuoveja pidetään yleisesti
terveydelle vaarattomina, on esitetty epäilyjä styreeniryhmiä sisältävien kestomuovien
(ABS, SAN ja polystyreeni) mahdollisista haitallisista vaikutuksista
terveyteen. Tietyt kestomuovit hajoavat lämmön vaikutuksesta ja
hajoamistuotteet saattavat olla terveydelle haitallisia. Vaikutukset
kohdistuvat mahdollisesti keskushermostoon, maksaan ja munuaisiin.
10.5.3 Lujitteet ja hiontapöly
Muovien lujitteina käytettävät
yleisimmät kuidut ovat tämän hetkisen tietämyksen mukaan terveydelle
vaarattomia ja niistä aiheutuu lähinnä vain kuitupölystä johtuvia
hengitystievaikutuksia ja mekaanista iho-, silmä- ja nieluärsytystä käsittelyn
ja prosessoinnin aikana. Sen sijaan kuitujen pinnoite- ja pintakäsittelyaineet
saattavat aiheuttaa iho oireita ja herkistymistä. Asbestikuidut ja asbestia
sisältävät täyteaineet muodostavat poikkeuksen. Niiden käsittelylle on tiukat
turvallisuusmääräykset. Myös eräiden keraamisten kuitujen epäillään aiheuttavan
syöpäsairauden vaaraa. Näitä ovat mm. aluminiumsilikaattikuidut ja tulenkestävät
keraamiset kuidut. Sen sijaan alumiinioksidi- ja sirkonium/piioksidikuituja ei
epäillä karsinogeenisiksi.
Lujitekuidut ja useimmat
täyteaineet ovat partikkelikooltaan yli 5 μm eivätkä siten pääse kulkeutumaan
keuhkorakkuloihin. Niitä sisältävien tuotteiden mekaanisessa käsittelyssä, esimerkiksi
hionnassa voi kuitenkin syntyä partikkelikooltaan pienempää pölyä, jonka
hengittämistä on ehdottomasti vältettävä. Yleiset HTP‑arvot orgaaniselle
pölylle ovat 5 mg/m3/8 h (10 mg/m3/15 min) ja epäorgaaniselle
pölylle 10 mg/m3/8 h.
Lujitemuoviteollisuuden
käyttämät lujitekuidut ja täyteaineet eivät yleensä reagoi muovien, hartsien,
kovetteiden tai muiden valmistuksessa käytettävien aineiden kanssa.
Aramidikuidut
Aramidikuidut eivät ole
herkistäviä ja ne ovat vain vähäisessä määrin ihoa ärsyttäviä. Herkistymistä
kuiduille ei ole todettu. Kuiduille on ominaista kuoriutuminen eli kuidun
pinnan irtoaminen hankauksen vaikutuksesta. Näin saattaa syntyä halkaisijaltaan
hyvin pieniä kuituja, jotka hengitettäessä voivat kulkeutua syvälle
hengitystiehyisiin. Kuituja ei epäillä karsinogeenisiksi. Kuidun valmistajat
ovat suositelleet korkeimmaksi aramidikuitupölyn määräksi työtiloissa 5
kuitua/cm3/8 h. Erilaisilla työpaikoilla ja eri työvaiheissa
suoritetuissa mittauksissa ei aramidikuitupölyn ole todettu missään ylittäneen
arvoa 0,3 kuitua/cm3/8 h.
Rotilla suoritetuissa kokeissa,
joissa altistumismäärät aramidikuitupölylle olivat hyvin korkeat (100 kuitua/cm3
kahden vuoden ajan sekä 400 kuitua/cm3 vuoden ja yhden toipumisvuoden
ajan), todettiin eläinten keuhkoissa vähäistä kiinteän sidekudoksen
muodostumista ja joitakin hyvälaatuisia kasvaimia. Kokeissa käytetty
aramidikuitu oli erittäin hienojakoista, ei‑kaupallista laatua.
Hiilikuidut
Hiilikuitupöly ärsyttää mekaanisesti
ihoa. Tämän seurauksena saattaa esiintyä ihottumaa, ihotulehduksia ja ihon
kuivumista. Kuidut saattavat ärsyttää myös nenän ja nielun limakalvoja. Kuidut
sellaisenaan eivät ole herkistäviä. Hiilikuidut ovat yleensä
epoksipinnoitteella käsiteltyjä ja pinnoiteaine saattaa aiheuttaa ärsytystä ja
herkistymistä. PAN‑pohjaisten hiilikuitujen ei ole todettu olevan karsinogeenisia
tai muulla tavalla terveydelle vaarallisia. Hiilikuidut ovat halkaisijaltaan
yli 5 μm, tavallisesti 6…8 μm. Kuidut eivät pilkkoonnu pienemmiksi osasiksi
edes mekaanisissa käsittelyissä. Vahvistettuja raja-arvoja ei hiilikuiduille
ole, mutta Yhdysvalloissa synteettiselle hiilikuitupölylle annettu HTP‑arvo on
5 mg/m3/8 h. Eräät hiilikuitujen valmistajat ja käyttäjät
noudattavat omissa tuotantolaitoksissaan hiilikuidun sallittuna raja‑arvona
3…5 kuitua/cm3/8 h ja hiontapölylle 2 mg/m3/8 h.
Hiilikuidut ja hiilikuitupöly johtavat sähköä ja voivat aiheuttaa oikosulkuja
sähkö‑ ja elektroniikkalaitteissa.
Lasikuidut
Lujitemuoviteollisuuden
käyttämän lasikuidun halkaisija on yleensä aina yli 6 μm. Mekaanisissakaan
käsittelyissä kuidut eivät pilkkoonnu halkaisijamittaansa pienemmiksi osasiksi.
HTP‑arvo lasikuitupölylle on 10 mg/m3/8 h. Yhdysvalloissa on
esitetty sallituksi rajaksi 3 kuitua/cm3/8 h. Lasikuitu saattaa
aiheuttaa mekaanisen vaikutuksen kautta ihon, silmien ja nenän sekä nielun
limakalvojen ärsytystä. Kuidun pinnoiteaine saattaa joissain tapauksissa
aiheuttaa ärsytystä ja ihon herkistymistä. Lujitemuoviteollisuuden käyttämien
lasikuitujen ei ole todettu olevan karsinogeenisia.
Puupöly
Kuituja ja usein myös täyte- ja
lisäaineita sisältävien lujitemuovituotteiden työstössä ja erityisesti
hionnassa syntyvän pölyn aiheuttama silmien, hengityselimien ja ihon ärsytys ja
muut pölyyn liittyvät oireet tunnetaan sangen hyvin ja niiltä osataan
suojautua. Keuhkoihin hengitettäessä joutunut alikovettuneen muovituotteen
hiontapöly tiedetään erityisen vaaralliseksi. Kuitenkin myös puupöly aiheuttaa
samoja oireita; silmien ja nenän ärsytystä, liman eritystä, yskää,
hengenahdistusta ja keuhkoärsytystä. Hengitystieoireita puupölystä voi esiintyä
jo 1 mg/m3 ja tätä pienemmilläkin työilman pitoisuuksilla.
Jatkuvasti puun kanssa työskentelevillä on todettu astmaa liittyen erityisesti
kovien puulajien pölyyn, mutta altistumiseen kotimaisten puulajien kuten männyn
pölylle on myös todettu liittyvän astmaoireita. Edellä mainittujen oireiden
lisäksi on kansainvälisissä tutkimuksissa havaittu puupölyn aiheuttavan nenän
ja nenän sivuonteloiden syöpää. Näyttö kovapuupölyn, erityisesti tammesta ja pyökistä
lähtöisin olevan pölyn karsinogeenisuudesta on riittävä. Se liittyy
pitkäaikaiseen, säännölliseen altistumiseen hiukkaskooltaan suhteellisen
pienelle, hionnassa ja koneellisessa työstössä syntyvälle pölylle. Yleisesti
kovapuupölyllä tarkoitetaan lehtipuuperäistä pölyä.
Huhtikuussa 2003 on astunut
voimaan asetus 716/2000, joka luokittelee EU-direktiiviin (1999/38/EY)
nojautuen kovapuulajeista, erityisesti tammesta ja pyökistä syntyvät pölyt
syöpävaarallisiksi määräten sitovasti kovapuupölyn suurimmaksi sallituksi
työilman pitoisuudeksi, HTP-arvoksi 5 mg/m3/8 h. Lisäksi asetuksen
liitteessä mainitaan, että jos kovapuupölyä on sekoittunut muihin puupölyihin,
raja-arvoa sovelletaan kaikkiin seoksessa oleviin pölyihin ja, että määräys
koskee puupölyn hengittyvää osuutta.
10.5.4 Liuotteet
Lujitemuoviteollisuudessa
käytetään runsaasti liuotteita eri työ‑ ja valmistusvaiheissa. Useimmat
orgaaniset liuotteet poistavat ihosta sitä suojaavan rasvan, kuivaavat ihoa ja
aiheuttavat jonkin asteista ärsytysihottumaa. Jotkut liuotteista imeytyvät ihon
läpi. Absorptio on voimakkaampaa ihon ollessa hankaantunut tai ärsyyntynyt.
Liuotteet kykenevät myös kuljettamaan mukanaan muita, itseään mahdollisesti
huomattavasti vaarallisempia aineita.
Liuotehöyryt voivat ärsyttää
silmiä sekä nenän ja nielun limakalvoja. Hengitettäessä höyryt ärsyttävät
hengitystiehyitä ja saattavat aiheuttaa nesteen kerääntymistä keuhkoihin. Monet
liuotteet aiheuttavat päänsärkyä, huimausta, tasapainohäiriöitä, uneliaisuutta
ja tajuttomuuden. Vakava altistuminen voi johtaa kuolemaan.
Ketoniliuotteet
Yleisimmin käytetyt
ketoniliuotteet ovat asetoni (67‑64‑1), metyylietyyliketoni (MEK) (78‑93‑3) ja
metyyli‑isobutyyliketoni (MIBK) (108‑10‑1). Useimmat ketonit ovat helposti
syttyviä, palavia nesteitä, joihin liittyy palo- ja räjähdysvaara. Toistuva
altistus aiheuttaa ihon kuivumista, halkeilua ja ihotulehduksia.
Metyyli-isobutyyliketoni ärsyttää silmiä ja hengityselimiä ja on terveydelle
haitallista hengitettynä. Metyylietyyliketoni ja asetoni ärsyttävät silmiä.
Hengitettyinä ne saattavat aiheuttaa päänsärkyä, huimausta ja
tasapainohäiriöitä. Suurempina pitoisuuksina niiden vaikutus on huumaava. HTP‑arvo
asetonille on 500 ppm (1200 mg/m3) 8 h, metyylietyyliketonille 100
ppm/15 min (300 mg/m3/15 min) ja metyyli‑isobutyyliketonille 20
ppm/8 h (80 mg/m3/8 h).
Klooratut liuotteet
Klooratut liuotteet ovat yleensä
terveydelle haitallisia hengitettynä. Orgaanisille liuotteille tyypillisten
keskushermostohäiriöiden lisäksi halogenoidut hiilivetyliuotteet saattavat
aiheuttaa sydänlihaksen herkistymistä. Pitkäaikainen altistus saattaa aiheuttaa
maksa‑ ja munuaisvaurioita. Kloorattuja liuotteita ovat mm. metyleenikloridi
(75‑09‑2) ja 1,1,1‑trikloorietaani
(metyylikloroformi) (71‑55‑6). Metyleenikloridin epäillään aiheuttavan
syöpäsairauden vaaraa (Carc.Cat 3). HTP‑arvo metyleenikloridille on 100 ppm/8 h
(350 mg/m3/8 h) ja 1,1,1‑trikloorietaanille 100 ppm/8 h (550 mg/m3/8
h).
10.5.5 Henkilökohtaiset suojeluvälineet ja hygienia
Lujitemuovituotteiden
valmistuksessa on työvaiheita, joissa on käytettävä henkilökohtaisia
suojeluvälineitä. Käytännössä kysymykseen tulevat lähinnä ihon, silmien ja
hengityksen suojaimien käyttö lujitteita ja kemikaaleja käsiteltäessä, niillä
työskenneltäessä ja valmistettavia kappaleita työstettäessä, hiottaessa ja
viimeisteltäessä.
Työssä käytettävät suojahaalarit
suojaavat suurinta osaa kehoa. Suojahaalareiden päällä voidaan tarvittaessa
käyttää muovista esiliinaa tai kertakäyttöhaalaria. Hartsista, kovetteesta tai
muista kemikaaleista tahriintuneet työvaatteet on vaihdettava välittömästi
puhtaisiin ja tahriintuneet vaatteet pestävä ennen uudelleen käyttöä.
Kädet suojataan kemikaaleja
läpäisemättömillä suojakäsineillä. Niiden alla voidaan käyttää ohuita
puuvillakäsineitä vähentämään suojakäsineistä mahdollisesti aiheutuvaa
ihoärsytystä ja lieventämään hikoilun aiheuttamia haittoja. Suojakäsineet
valitaan käsiteltävien kemikaalien mukaan. Käsinettä, joka antaisi tyydyttävän
suojan kaikkia lujitemuovialalla käytettäviä kemikaaleja vastaan, ei ole
olemassa. Monipuolisimmin suojaavat lateksi‑neopreenista, NBR-kumista ja
nitriilikumista valmistetut suojakäsineet. NBR-kumisia käsineitä ei suositella
liuotteille eikä nitriilikumisia käsineitä ketoniliuotteille ja
lakkaohenteille. Viilloilta, hankaukselta ja kuumuudelta suojaavat mm.
aramidikuidusta tai nahasta valmistetut suojakäsineet. Ihoa ja käsivarsia
voidaan suojata myös ihovoiteilla. Tavalliset ihovoiteet eivät estä altistusta,
mutta pitävät ihon kosteana ja helpottavat sen puhdistusta. Näiden yhteydessä
on käytettävä myös suojakäsineitä. Suojavoiteita (barrier cream) voidaan
käyttää myös yksinään, mutta niiden suojausteho ei monestakaan syystä johtuen
ole tällöin kovin hyvä.
Silmät suojataan suojalaseilla
tai kasvon suojaimilla. Kontaktilinssejä ei suositella käytettäväksi
lujitemuovityössä, sillä joistakin liuotteista ja kemikaaleista haihtuva höyry
saattaa turmella ne. On myös mahdollista, että pehmeät linssit absorboivat
kemikaalihöyryjä ja aiheuttavat näin terveydellistä vaaraa silmille.
Hengityssuojaimilla estetään
haitallisen pölyn ja höyryn pääseminen hengityselimiin. Suojaimia on useita eri
tyyppejä yksinkertaisista pölysuojaimista paineilma‑ tai raitisilmanaamareihin
tai ‑huppuihin saakka. Mikäli roiskeista on vaaraa, käytetään hengityksen
suojainta, jossa on myös kasvon suojain. Lyhytaikaiseen ja tilapäiseen käyttöön
soveltuu parhaiten suodatinsuojain. Suodattimen käyttöikä on rajoitettu ja se
on vaihdettava tarpeen vaatiessa ja välittömästi, mikäli suodattimen läpi tulee
hajuja. Toimiakseen halutulla tavalla on hengityssuojaimen oltava tiivis ja
kasvoille sopiva. Hengityssuojaimia on aina käytettävä lujitemuovisia
kappaleita hiottaessa tai työstettäessä. Tämä on erityisen tärkeää, kun kappale
ei ole täydellisesti kovettunut.
Työjalkineiden on suojattava
jalkoja sekä kemikaaleilta että putoavilta esineiltä. Niiden on oltava tukevat
ja miellyttävät pitää eivätkä niiden pohjat saa olla liukkaat.
Henkilökohtaiseen hygieniaan
kuuluu työvaatteista ja henkilökohtaisista suojaimista huolehtiminen.
Vaatteiden ja suojainten on oltava ehjät, puhtaat ja tarkoituksenmukaiset.
Työvaatteiden tulee materiaaliltaan olla sellaisia, ettei staattisia
sähkövarauksia synny. Käsissä ei ole syytä pitää sormuksia tai muita likaa ja
epäpuhtauksia kerääviä esineitä. Sama sääntö koskee kasvoissa tai korvissa
olevia koruja. Kädet, kasvot ja muut paljaat ihonosat pestään työvuoron
päättyessä ja käsiin hierotaan ihovoidetta kuivumisen estämiseksi. Kädet
pestään aina ennen ruokailua, tupakointia tai käyntiä WC:ssä.
Hartsi‑ ja koveteroiskeet sekä
muut kemikaalit pyyhitään iholta välittömästi pehmeällä paperilla tai
puhdistusvoiteella, minkä jälkeen tahriintunut alue ihosta pestään
huolellisesti saippuavedellä. Mikäli roiskeita on joutunut silmiin, silmät
huuhdellaan välittömästi runsaalla määrällä vettä vähintään 15 minuutin ajan.
Sekä paperipyyhkeiden että silmänhuuhtelulaitteiden on oltava työpisteen
välittömässä läheisyydessä. Liuotteita ei tule käyttää ihon puhdistukseen.
Mikäli asetonia joudutaan käyttämään tilapäisesti tähän tarkoitukseen, on
puhdistuksen jälkeen iho pestävä huolellisesti saippuavedellä ja rasvattava
tämän jälkeen ihovoiteella.
10.5.6 Torjuntakeinot työpaikalla
Työpaikalla on oltava ennalta
laaditut, yksinkertaiset ohjeet hätätilojen ja onnettomuuksien varalta.
Ohjeiden on oltava kaikkien työntekijöiden ja toimihenkilöiden tiedossa.
Jokaisen työkohteen ja työvaiheen potentiaalinen vaara on oltava kartoitettuna
ja toimenpideohjeet laadittuna kaikkia mahdollisia tilanteita varten. Jo tällaisen
analyysin suorittaminen saattaa johtaa työturvallisuutta parantaviin muutoksiin
työkohteessa tai työmenetelmissä. Vähimmäisvaatimuksena on, että ohjeet ovat
valmiina ainakin tulipalon ja räjähdysonnettomuuden varalta, eksotermireaktion
varalta ja tapaturmien varalta.
Työmenetelmät
Työmenetelmät on suunniteltava
sellaisiksi, että roiskeiden muodostumista ja työpaikan ja työympäristön
likaantumista ei tapahdu ja hyvän järjestyksen ja siisteyden ylläpito on
vaivatonta. Työnopastukseen tulee sisältyä myös opastusta siitä, kuinka
terveydellisiä vaaroja on mahdollista torjua noudattamalla oikeita
työmenetelmiä ja työtapoja ja käyttämällä asianmukaisia työvälineitä.
Työntekijöillä on oltava tieto kaikkien työssä käytettävien aineiden
terveydelle vaarallisista ominaisuuksista ja aineiden oikeista
käsittelytavoista. Työssä käytettävien laitteiden ja välineiden tulee olla myös
työturvallisuuden kannalta tarkoituksenmukaisia. Työvälineiden puhdistus ja
huolto on voitava suorittaa hyvin ilmastoidussa tilassa.
Työtila ja työn kulku
Työtilojen, jossa terveydelle
haitallisia aineita käsitellään, tulisi olla eristettyjä tai muulla tavalla
muista tuotantotiloista rajattuja. Näihin tiloihin tai työpisteisiin tulee
asiaankuulumattomilta olla pääsy kielletty. Tilaa työskentelyyn on oltava
riittävästi, jotta työturvallisuus ei ahtauden tai muuten hankalien
olosuhteiden vuoksi vaarannu. Työtilan helppo puhdistettavuus on tärkeää. Tätä
auttavat kertakäyttöpahvit ja ‑paperit, joita voidaan käyttää lattioiden ja
työpöytien suojana. Jäteastioiden tulee olla kannellisia ja riittävän tilavia.
Työpaikkajärjestelyillä on huolehdittava myös siitä, että kemikaaliroiskeita,
jätteitä tai pölyä ei kulkeudu muihin tuotantotiloihin tai työntekijöiden
pukeutumis‑ ja taukotiloihin. Työtilassa on oltava silmienhuuhtelulaite ja
riittävästi pehmeää ja imukykyistä paperia kemikaaliroiskeiden välittömään
poistoon iholta. Hätätapauksia varten työpaikalla on oltava suihku tai muu mahdollisuus
kokovartalopesuun.
Työn kulku ja tuotanto on
järjestettävä siten, että pitoisuushuippuja ei ajallisesti tai paikallisesti
pääse syntymään. Ilmavirtausten on työtiloissa kuljettava puhtaammilta alueilta
saastuneimmille alueille ja työntekijästä työkohteeseen päin. Erityisesti
kertamuoveilla työskenneltäessä tulisi valmiiden kappaleiden viimeistely ja
koneistus suorittaa varsinaisista tuotteen valmistus‑ tai kovettumistiloista
erillään. Mikäli työ suoritetaan samoissa tiloissa, on tuotanto järjestettävä
siten, että viimeistelyä ei tehdä samanaikaisesti valmistuksen tai kovettumisen
kanssa. Hionta‑ ja koneistuspöly saattaa kovettumisreaktion vaiheesta riippuen
olla terveydelle erittäin vaarallista ja sen takia on työssä aina käytettävä
henkilökohtaisia suojeluvälineitä ja kohdeimua sekä huolehdittava omasta ja
työpisteen siisteydestä.
Ilmanvaihto
Työtilassa, jossa
lujitemuovituotteita valmistetaan, on oltava yleisilmanvaihto. Yksi parhaista
on ns. diffuusituloilma eli puhtaan tuloilman johtaminen tuotantotilaan laajan,
rei’itetyn pinnan kautta vaihtoehtoisesti joko katon tai kokonaisen seinän
alueelta. Ilma pidetään liikkeessä apusuihkuilla. Pääajatuksena on, että
tietystä suunnasta tuleva, työtilan läpi tasaisesti kulkeva raitis ilma kohtaa
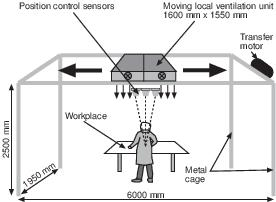
epäpuhtauslähteen ja poistuu saastuneena tuotantotilan vastakkaisesta päästä. Kuva
10.6 esittää liikuteltavaa ilmanlähdettä tuloilman johtamiseksi tuotantotilaan.
Tämä on tehokas tapa tuoda puhdasta ilmaa tuotantotilaan, jossa työskennellään
styreeniä sisältävien kertamuovien kanssa.
Kuva 10.6 Puhtaan tuloilman johtaminen tuotantotilaan liikuteltavaa ilmanlähdettä käyttäen.
Työntekijän takaa suuntautuvan
ilmavirtauksen, jonka nopeus on 0,5…1 m/s, on todettu Pohjoismaisissa
kokeissa tehokkaasti pienentävän altistumista. Pistemäiset raittiin ilman
puhallukset tai siipituulettimet aiheuttavat vain pyörteistä virtausta
työtiloissa, jonka seurauksena kemikaalihöyryjä saattaa kulkeutua tiloihin,
joissa niitä ei muutoin olisi. Ilmastoinnin yhteyteen tarvitaan myös ilman
puhdistuslaitteet ja Suomen olosuhteissa välttämätön lämmönvaihdinjärjestelmä.
Eristetyn työtilan
paikallisilmanvaihto on järjestettävä siten, että raitis ilma tulee työntekijän
takaa, kulkee työalueen yli ja poistuu sen jälkeen työtilasta.
Suurienkin tuotteiden
valmistuksessa tarvitaan paikallisia puhaltimia tai kohdeimua. Imu on tehokas
vain hyvin lyhyeltä matkalta (alle 50 cm). Puhalluksella saavutettava teho on
moninkertainen. Suunnattua puhallusta tulisi harkita, jos kohdeimun
sijoittaminen aivan epäpuhtauden lähteen lähelle tuottaa vaikeuksia. On
tärkeää, että märkään, kovettumattomaan laminaattiin ei kohdistu suoraa
puhallusta. Sillä vain lisätään haihtumaa eikä tuote kovetu pinnalta.
Puhalluksen tarkoituksena on ilman ohjaaminen.
Pienten kappaleiden
valmistuksessa voidaan käyttää vetokaappeja tai ‑pöytiä. Työpöydät voidaan
varustaa rako‑ tai kohdeimulla ja suunnatulla puhalluksella.
Varastointi
Kaikki kemikaalit on
säilytettävä asianmukaisissa astioissa, jotka on merkitty lainsäädännön
mukaisin varoitusmerkinnöin. Rikkoontuneista ja vuotavista astioista on aine siirrettävä
välittömästi ehjään astiaan. Astiat on pidettävä suljettuina ja järjestettyinä
varastoon siten, etteivät keskenään haitallisesti reagoivat aineet pääse
mahdollisen vuodon seurauksena toistensa kanssa yhteyteen.
Yleensä
lujitemuoviteollisuudessa käytettävät kemikaalit on varastoitava hyvin
ilmastoituun, viileään ja auringonvalolta suojattuun varastoon, jossa ei ole
kipinä‑ tai muita sytytyslähteitä. Varastossa on oltava kemikaaleja absorboivaa
ainetta sekä paperia roiskeiden ja valumien poistoon, sammutusvälineet ja
henkilökohtaiset suojeluvälineet.
Annosteltaessa ja sekoitettaessa
on muistettava, että useat kemikaalit, erityisesti liuotteet ja haihtuvia
liuotteita sisältävät aineet ovat herkästi syttyviä, eräät jopa erittäin
syttyviä. Näihin liittyy aina palo‑ ja räjähdysvaara.
Laadunhallinnalla tarkoitetaan
kaikkia niitä koordinoituja toimenpiteitä, joilla organisaatiota suunnataan ja
ohjataan laatuun liittyvissä asioissa [1]. Laadunhallinnan oleelliset elementit
ovat (1) laadun suunnittelu, (2) laadunohjaus, (3) laadunvarmistus ja (4)
laadun parantaminen. Laadunhallintaa voidaan toteuttaa eri lähtökohdista.
Teollisuudessa lähtökohtana ovat useimmiten ISO-standardit, jotka määrittelevät
järjestelmien perusteet ja vaatimukset sekä antavat suuntaviivat
laadunhallintajärjestelmän toteutukselle. [1-3]
Laadunhallintajärjestelmän tulee
kattaa organisaation koko toiminta. Tässä yhteydessä tarkastellaan vain yhtä
osa-aluetta eli komposiittirakenteiden tuotannon laadunhallintaa. Siihen
sisältyvät oleellisina osina (1) materiaalien, (2) valmistusprosessien ja (3)
lopputuotteen laadunhallinta.
10.4.1 Yleisperiaatteet
Kaikkien tuotteiden
laadunhallintaa ei kannata toteuttaa samalla tavoin. Tuotannon laadunhallinta
pohjautuukin tuotteen vaativuuteen. Tavallisesti tuotteet jaetaan
vaativuusasteen mukaan kolmeen luokkaan, jotka voidaan yleisesti nimetä
korkeaksi, normaaliksi ja matalaksi vaativuusluokaksi. Luokat määritellään
usein myös roomalaisin numeroin (I, II ja III) tai arabialaisin numeroin (1, 2
ja 3). Seuraavassa luokkien tunnisteena käytetään roomalaisia numeroita.
Tuotteen vaativuusluokka
määritellään usein sen vaurioitumisen seuraamusten perusteella. Tähän
pohjautuva, yleisesti käytössä oleva luokitus on esitetty taulukossa 10.1.
Tyypillinen esimerkki luokan I tuotteesta on lentokoneen päärakenne,
esimerkiksi siipirakenne. Luokan II tuote voi olla esimerkiksi veneen runko.
Luokkaan III sisältyvät mm. erilaiset muotosuojat ja ei-haitallisten
materiaalien säilytysastiat. Laadunhallintaan voivat vaikuttaa myös muut
tekijät. Esimerkiksi suuren kappaleen valmistuksen epäonnistuminen voi aiheuttaa
suuria taloudellisia tappioita, jolloin tuote kannattaa tarvittaessa sijoittaa
taulukon 10.1 luokitusta korkeampaan luokkaan.
Taulukko 10.1 Tuotteiden vaativuusluokittelu vaurioitumisen seuraamusten perusteella.
10.4.2 Raaka-aineet
Raaka-aineiden laadun
suunnittelun yleisenä periaatteena on määrittää kaikille raaka-aineille vaatimukset,
jotka johdetaan tuotteelle ja tuotannolle asetetuista vaatimuksista. Komposiittituotteen
osalta tämä tarkoittaa lujitteille, matriisimuoville sekä mahdollisille täyte-
ja lisäaineille asetettuja vaatimuksia. Vaatimukset määritellään niin
yksikäsitteisesti kuin mahdollista, mieluiten numeerisesti määritettävissä
olevien ominaisuuksien sallittuina arvoina. Vaatimukset kootaan kunkin
raaka-aineen osalta materiaalispesifikaatioksi, joka vaadittujen ominaisuuksien
ohella määrittelee menetelmät, joilla vaatimusten täyttyminen varmistetaan.
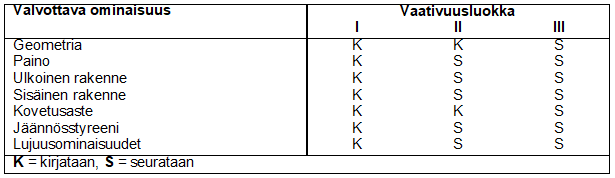
Taulukkoon 10.2 on koottu
raaka-aineominaisuuksia, joille komposiittirakenteen
materiaalispesifikaatioissa tyypillisesti asetetaan vaatimuksia. Taulukossa on
myös esitetty suositukset koskien laadunvarmistustoimenpiteiden tulosten
kirjausta. Taulukon mukaisesti tärkeitä hartsin ja kovetteen ominaisuuksia ovat
mm. viskositeetti, ulkonäkö ja ikä. Lujitetuotteelle määriteltäviä
ominaisuuksia ovat kuituominaisuuksien ohella geometria (esim. kudoksen
geometria), neliömassa, pinnoiteaineen ja mahdollisen sideaineen määrä sekä
kosteuspitoisuus. Hartsi/kovete-seoksen ominaisuuksista oleellisia ovat
määriteltyä käyttöä vastaten mm. geeliaika, eksotermin huippulämpötila,
saavutettava kovuus sekä saavutettavat lujuus- ja lämmönkesto-ominaisuudet.
Vastaavat ominaisuudet ovat oleellisia lujitteen ja matriisin yhdistelmälle.
Näille ominaisuuksille asetettujen vaatimusten täyttyminen tarkistetaan
koevaloksilla ja –laminaateilla.
Taulukko 10.2Raaka-aineiden laadunhallintaan liittyvät toimenpiteet eri vaativuusluokan tuotteille.
Vaativuusluokan I tuotteiden
raaka-aineominaisuudet määritellään hyvin tarkasti. Esimerkiksi taulukkoon 10.2
lyhyesti kirjatut lujuusominaisuudet sisältävät käytännössä monia eri
ominaisuuksia. Vaatimusten täyttyminen varmistetaan materiaalierittäin ennen
kuin erä otetaan käyttöön. Varmistus tehdään kokeellisesti
materiaalispesifikaation määrittelemällä tavalla. Varmistuksen tulokset
kirjataan ja talletetaan kaikilta osin.
Vaativuusluokan II tuotteen
raaka-aineominaisuudet voidaan määritellä edellä kuvattua väljemmin.
Menetelmät, joilla vaatimusten täyttyminen varmistetaan, voivat myös olla
yksinkertaisemmat. Joidenkin ominaisuuksien osalta voidaan tyytyä määriteltyyn
materiaalitestaukseen ilman tulosten kirjausta ja tallennusta.
Vaativuusluokan III tuotteiden
raaka-aineille asetetut vaatimukset ovat luonnollisesti vähäisimmät. Tärkeintä
on määritellä raaka-aineiden käyttöominaisuudet niin, että tuotteen valmistus
on ongelmatonta. Lujuusominaisuudet voidaan määritellä hyvinkin väljästi.
Laadunvarmistustoimenpiteiden tuloksista kirjataan vain tärkeimmät.
Käyttöön hyväksytyt materiaalit
varastoidaan niin ikään spesifikaation määrittelemällä tavalla. Ainakin
vaativuusluokan I tuotteisiin käytettävä raaka-aine identifioidaan
materiaalierittäin. Vanheneviin materiaaleihin merkitään aina sallittu
käyttöaika. Kylmässä varastoitavien materiaalien osalta käyttöaikoja on
tavallisesti kaksi: toinen ilmaisee sallitun varastointiajan kylmässä, toinen
sallitun varastointiajan normaaliolosuhteissa. Mikäli käyttöaika ylittyy,
materiaali on käyttökelvotonta. Joissakin tapauksissa vanhentuneen materiaalin
käyttöaikaa voidaan jatkaa osoittamalla erikseen määriteltävin toimenpitein,
että materiaali edelleen täyttää sille asetetut vaatimukset.
10.4.3 Valmistusprosessi
Valmistuksen laadunhallinnan
yleiset periaatteet ovat vastaavat kuin raaka-aineiden laadunhallinnan.
Valmistukselle asetetut vaatimukset määritellään prosessispesifikaatioilla.
Tarvittaessa spesifikaatiot määrittelevät myös menetelmät, joilla vaatimusten
täyttyminen osoitetaan. Spesifikaatioita täydentävät tarvittavat työohjeet.
Valmistuksen laadunhallinnan
tulee kattaa kaikki oleelliset osa-alueet. Näitä ovat valmistusolosuhteet,
valmistuslaitteet, muotit ja muut työvälineet, tuotannon apuaineet ja
–tarvikkeet, raaka-aineiden käsittely ja itse tuotteen valmistus kattaen
muovausvaiheen (laminointi, kelaus tms.), kovetuksen ja kovetuksen jälkeisen
viimeistelyn. Oleellisia vaatimuksia osa-alueittain on koottu taulukkoon 10.3.
Taulukossa on myös esitetty tuotteen vaativuusluokan mukaisesti suositukset
koskien laadunvarmistustoimenpiteiden tulosten kirjausta. Kirjaustoimenpiteeksi
merkitty rekisteröinti tarkoittaa tässä yhteydessä suureen jatkuvaa prosessin
aikaista mittausta ja mittaustiedon tallennusta.
Taulukko 10.3Valmistuksen laadunhallintaan liittyvät toimenpiteet eri vaativuusluokan tuotteille.
Taulukosta 10.3 on huomattava,
että yleisluontoisena se ei kata kaikkien valmistusmenetelmien
ominaispiirteitä. Huomionarvoisia ovat lisäksi seuraavat seikat:
Vaativuusluokan
I tuotteiden valmistustiloille asetetaan melko tiukat vaatimukset. Esimerkiksi
laminointi tehdään pelkästään tälle työlle varatuissa puhdastiloissa.
Irrotusainekäsittely
tulisi tehdä omassa tilassa, joka on selvästi erillään laminointitiloista.
Mikäli tämä ei ole mahdollista, on muulla tavoin varmistettava, ettei
irrotusainetta pääse valmistettavaan laminaattiin.
Valmistuslaitteet
on tarvittaessa kalibroitava määräajoin.
Mikäli
hartsi/kovete-seos tehdään valmistuksen yhteydessä, sekoitussuhteet tulisi aina
kirjata. Jokaisesta sekoitetusta erästä voidaan myös tehdä koevalos, jonka
kovettuminen varmistetaan esimerkiksi mittaamalla siitä kovetuksen jälkeen
Barcol-kovuus.
Laminointivaiheen
virhemahdollisuuksia voidaan pienentää työlistoilla, joihin on merkitty
laminoitava rakenne kerroksittain. Tarvittaessa voidaan edellyttää, että
jokainen kerros kuitataan työlistaan heti kerroksen laminoinnin jälkeen.
Jos
rakenteen valmistukseen sisältyy säkitys, säkin tiiveys on aina varmistettava
ennen seuraavaa työvaihetta.
Kovetuslämpötilaa
ja kovetuksen aikaisia paineita mitataan yksinkertaisimmillaan vain yhdestä
pisteestä. Mikäli lämpötila ja paine voivat haitallisessa määrin vaihdella
rakenteen eri kohdissa, käytetään useampaa mittapistettä.
Vaativuusluokan
I osien valmistuksessa käytetään tavallisesti työlistoja, joihin on
yksityiskohtaisesti kirjattu jokainen työvaihe ja valmistuksen aikainen
tarkastustoimenpide.
10.4.4 Lopputuote
Lopputuotteen laadunhallinnan
oleellisena tavoitteena on varmistaa, että tuote täyttää kaikki sille asetetut
vaatimukset. Mikäli näin ei ole, syyt virheeseen on selvitettävä ja
tuotantoprosessia on korjattava uusien virheellisten tuotteiden välttämiseksi.
Virheelliseksi todetut tuotteet merkitään selvästi, ettei niitä vahingossa
toimiteta asiakkaalle. Mikäli tuote on kallis, selvitetään erikseen, onko se
korjattavissa vaatimusten mukaiseksi.
Laadunhallinnan toteutuksen
yleisenä periaatteena on verrata valmistettua tuotetta tuotespesifikaatiosta
johdettuun vaatimusmäärittelyyn. Tyypillisiä tutkittavia ominaisuuksia ja
niiden kirjausperiaatteita eri vaativuusluokan tuotteille on esitetty
taulukossa 10.4:
Geometria
mitataan määritellyssä laajuudessa manuaalisesti tai automatisoiduin
mittalaittein.
Tuote
punnitaan aina, mikäli sille on spesifioitu massarajat.
Ulkoinen
rakenne tarkastetaan visuaalisesti määrittelyjen mukaan.
Rakenteen
sisäinen eheys tutkitaan ainetta rikkomattomin koestusmenetelmin. Esimerkiksi
vaativuusluokan I osille tehdään tavallisesti aina 100 %:n ultraäänitarkastus.
Mikäli tuote ei läpäise tarkastusta, mahdolliset vikakohdat tutkitaan tarkemmin
muilla menetelmillä. Huokoisuus, lujitekerrosten määrä ja suuntaus varmistetaan
tarpeen mukaan näytepaloista.
Kovetusaste,
jäännösstyreenin määrä ja lujuusominaisuudet määritetään koepaloista, jotka on
sisällytetty itse tuotteeseen tai valmistettu tuotteen yhteydessä samoilla
prosesseilla.
Taulukko 10.4Lopputuotteen laadunhallintaan liittyviä toimenpiteitä eri vaativuusluokan tuotteille.
Muovikomposiittien
valmistustekniikkojen kehitystä on vienyt eteenpäin uusien materiaalien tulo
markkinoille. Usein uudet materiaalit ovat vaatineet myös uuden
valmistustekniikan. Tämän voi havaita myös valmistusmenetelmäosasta, jossa
monen valmistustekniikan nimi viittaa suoraan tiettyyn materiaaliin tai
puolivalmisteeseen.
Perustekniikan kehityksen
jälkeen on panostettu enemmän koko valmistusprosessin automatisointiin ja
rationalisointiin. Tässä osassa kuvataan, miten tehokkaiksi eri
valmistusmenetelmät on saatu kehitettyä.
10.3.1 Märkälaminointi
Märkälaminoinnissa ei ole
pyritty automatisoimaan laminointivaihetta vaan se on pysynyt samanlaisena
viime vuosikymmenet. Suurin kehitys on tapahtunut raaka-aineiden puolella. Sekä
lujitteet että hartsit ovat tulleet entistä helpommiksi laminoida. Lujitteiden
muotoiltavuutta ja kastuvuutta on jatkuvasti parannettu. Samoin markkinoilla on
paljon yhdistelmä- ja muita erikoislujitteita, joilla laminointiaikaa voidaan
vähentää.
Laajojen pintojen laminointiin
käytetään laminointikonetta, jossa hartsi syötetään pumpulla letkuja myöten
suoraan laminointitelaan. Näin vältytään hartsin ja kovetteen sekoittamiselta
erillisessä astiassa ja hartsin annostelusta telaa kastamalla. Koneellisesti
tapahtuvalla annostelulla päästään tasaiseen hartsin jakautumaan ja se myös
nopeuttaa laminointia noin 30 % verrattuna perinteiseen käsinlaminointiin.
Käsinlaminoinnin työmäärän
suurimmat säästöt on saavutettavissa etenkin suurilla kappaleilla oikealla työn
vaiheistuksella ja sopivilla apulaitteilla. Laminointiprosessissa tulee
väistämättä taukoja gelcoatin tai laminaattien kovettuessa. Työn suunnittelu
siten, että myös kovetusaikoina voidaan jatkaa laminointia toisessa kohteessa
tai toisella kappaleella, on ensiarvoisen tärkeää hyvän kokonaiskannattavuuden
kannalta.
Valmistusta voidaan
rationalisoida leikkaamalla lujitteet edeltäkäsin oikeisiin mittoihin ja
järjestämällä ne valmiiksi oikeaan laminointijärjestykseen. Lujitteiden
leikkaus voidaan koneellistaa hyvinkin pitkälle. Samoin reunojen leikkaus ja
reikien teko voidaan automatisoida, mikäli sarjasuuruudet ovat riittäviä.
10.3.2 Ruiskulaminointi
Ruiskulaminointi voidaan
robotisoida suhteellisen vaivattomasti gelcoat- ja laminaattiruiskutuksen
osalta. Ruiskutukseen soveltuvat hydrauliset maalausrobotit lähes sellaisinaan.
Laminaatin tiivistysvaiheen automatisointi on sen sijaan vaikeaa, kun
valmistettavana on muotokappale. Tasolaminaatit voidaan tiivistää roboteilla perinteisiä
tiivistysteloja käyttäen.
Aiemmin kuvassa 10.3. esitetyn
robottiruiskutuslinjan tilajärjestely antaa kuvan automatisoinnin
mahdollisuuksista. Tässä ratkaisussa ei ole vielä koneellistettu muottien
irrotusainekäsittelyä eikä kappaleen irrotusta. Samoin osa kappaleiden ja
muottien siirroista tapahtuu manuaalisesti. Myöskään näiden vaiheiden
automatisointi ei ole mahdotonta.
Robotisoinnin tavoitteena on
tuottavuuden kasvun ohella työolosuhteiden parantaminen, mikä saadaan aikaan
suorittamalla hankalat työvaiheet koneellisesti suljetuissa tiloissa.
Kovetusjaksojen nopeuttamisella pystytään myös hyödyntämään ruiskulaminoinnin
suuri kapasiteetti kasvattamatta muottien lukumäärää kohtuuttomasti.
10.3.3 Prepreg-laminointi
Prepreg-laminoinnin automatisointia
on tutkittu erittäin paljon lentokone- ja avaruusteollisuudessa, joille nämä
puolivalmisteet ja niiden kovetus autoklaavissa on hallitseva tekniikka.
Prepregien leikkaus ja muottiin asettelu sekä kerrosten tiivistys ovat käsin
tehtyinä erittäin hitaita työvaiheita. Lisäksi käsityössä virhemahdollisuudet
ovat suuremmat kuin koneellistetuissa menetelmissä.
Prepreg-teippien leikkaukseen,
ladontaan ja tiivistykseen on valmistettu numeerisesti ohjattuja koneita.
Koneet käyttävät 1″ – 12″ leveitä yhdensuuntaisprepregejä, jotka
laminointipää asettaa halutussa laminointikulmassa muottiin ja tiivistää
samalla laminaatin. Kone poistaa laminoinnin yhteydessä prepregin suojakalvot
ja suorittaa teipin leikkauksen. Laminointinopeus on maksimissaan luokkaa 30
m/min. Parhaassa tapauksessa voi työn säästö käsin tehtävään laminointiin
verrattuna olla jopa 80 %.
Automaattiset prepreg-nauhojen
laminointikoneet toimivat suorilla tai loivasti kaarevilla muottipinnoilla.
Investointikustannukset ovat vielä niin suuret, että kannattavat sarjakoot ovat
tuhansia kappaleita. Luvun 5 kuvissa 5.8 ja 5.14 on esitetty nauha- ja
kuitulaminointikoneiden periaatteet. Koneet käyttävät raaka-aineena kerta- ja
kestomuovimatriisisia prepregejä.
Autoklaavivalmistuksen muita
vaiheita voidaan myös automatisoida. Prepreg-materiaalien automatisoitu
varastointi on pitkälle kehitetty. Järjestelmän avulla voidaan välttää väärien
materiaalien käyttö. Samoin on helppo käyttää säilytysajaltaan rajalliset
raaka-aineet oikeassa järjestyksessä. Mikäli laminointia ei suoriteta
koneellisesti, prepregien leikkaus koneellisesti oikeisiin mittoihin on
yleistä. Valmiiden prepreg-palojen asetteluun on saatavilla koneita, jotka
heijastavat kulloinkin aseteltavan palan ääriviivat muotin pinnalle.
Valmiiden kappaleiden
viimeistely voidaan tehdä vesisuihkuleikkauksella, laserilla tai
mekanisoiduilla leikkureilla.
10.3.4 Suljettujen muottien menetelmät
Suljettujen muottien menetelmissä
on jo jonkin asteen mekanisointi perusprosessissa. Yleisesti voi todeta tuotannon
rationalisoinnin kulkevan rinnatusten puolivalmisteiden kehityksen kanssa.
Suurtuotantoon soveltuvien uusien kerta- ja kestomuovisten puolivalmisteiden
markkinoille tulo antaa selvästi paremmat lähtökohdat materiaalinkäsittelyn ja
valmistusprosessin rationalisointiin. Automatisointikeinot eivät tässä
tapauksessa poikkea oleellisesti muiden materiaalin käsittelystä.
RTM, RRIM ja SRIM
Injektiomenetelmissä lujite voidaan
asettaa muottiin esivalmistettuna lujiteaihiona. Injektio- ja kovetusvaiheita
voidaan nopeuttaa hartsien ja muottien lämmityksellä. Lujiteaihioiden
valmistuksen nopeuttamiseen ja automatisointiin on kehitetty ja kehitetään
jatkuvasti uusia vaihtoehtoja. Näitä on käsitelty tarkemmin luvussa 5.
Raaka-aineseosten valvonta varastosäiliöissä, niiden valvottu syöttö muotteihin
ja prosessin valvonta muotissa voidaan automatisoida ja näin saada sekä
laadultaan että jaksoajaltaan mahdollisimman taloudellisesti tuotettuja
kappaleita.
Kuvassa 10.4 on esimerkki
aihiontekolinjasta. Menetelmässä sideaine
annostellaan perusaihioon linjalla ja tämä perusaihio kovetetaan muotissa.
Perusaihion päälle on mahdollista lisätä haluttuja lujitekerroksia, jäykisteitä
tai ydinaineita tarpeen mukaan. Tämä tapahtuu erillisessä vaiheessa, jossa
paikallisella lämmityksellä voidaan liittää lisämateriaali perusaihioon.
MKR 21.6
Kuva 10.4Lujiteaihioiden valmistuslinja.
Puristusmenetelmät
Ruiskuvalussa ja SMC:n puristuksessa
automatisoidaan myös raaka-aineen siirtoja, kappaleen irrotusta muotista ja tuotteen
jälkikäsittelyä sekä pinnoitusta. Itse valmistuksen perusprosessi on pitkälle
koneellistettu.
10.3.5 Muut menetelmät
Kuitukelauksessa ja
pultruusiossa säädetään ja tarkennetaan prosessien ohjattavuutta lisäämällä
ohjausautomatiikkaa. Samoin kappaleiden käsittelyä siirretään entistä enemmän
manipulaattoreiden tai robottien hoidettavaksi.
Muovikomposiittien valmistuksessa pätevät monelta osin yleiset teollisen tuotannon tilajärjestelyihin soveltuvat ohjeet. Tässä yhteydessä käsitellään ainoastaan muovikomposiittien valmistukseen liittyviä erityispiirteitä ja annetaan malliksi muutamia yleisjärjestelyjä.
10.2.1 Ympäristöolosuhteet
Tuotantotilojen ja
raaka-aineiden lämpötilalla ja kosteudella on suuri merkitys
komposiittituotteiden valmistuksessa etenkin märkälaminointimenetelmillä.
Muoviraaka-aineiden viskositeetti ja kovetusnopeudet riippuvat voimakkaasti
lämpötiloista. Lujitteiden tai hartsien kosteus voi estää laminaattien kovettumisen.
Tuotannon laadun vakioimiseksi on tuotantotilojen ja varastojen olosuhteet
pyrittävä tasaamaan. Normaaliarvot lämpötilalle ovat 20…25 °C ja suhteelliselle kosteudelle
40…60 %.
10.2.2 Raaka-aineiden varastointi ja käsittely
Lujitteiden ja hartsien
varastointiaika on kriittisissä tuotteissa rajattu. Sekä lujitteiden
pintakäsittelyaineet että hartsit muuttuvat ominaisuuksiltaan pitkään
varastoitaessa. Puolen vuoden käyttöaika on tyypillinen polyesterihartseille.
Epoksiharsien käyttöaika voi olla muutaman vuoden ja niiden kovetteiden noin
yhden vuoden luokkaa.
Alhainen lämpötila hidastaa
kemiallisia reaktioita. Näin myös raaka-aineiden säilytyslämpötilat voivat olla
hyvinkin alhaisia. Polyestereitä ja lujitteita säilytetään usein pakkasessakin.
Sen sijaan epoksihartseille suositeltu varastointilämpötila on 0 °C:n yläpuolella.
Puolivalmisteista lähinnä
kertamuovipohjaiset prepregit vaativat kylmäsäilytyksen. Normaalisti prepregit
säilyttävät ominaisuutensa 6…12 kk pakastuslämpötilassa eli -18°C:ssa varastoitaessa. Laaduista
riippuen työskentelyaika huoneenlämpötilassa vaihtelee viikosta muutamaan
kuukauteen.
Lujitteiden esikäsittely
sisältää normaalisti leikkauksen ja pinoamisen halutun laminaattirakenteen
mukaiseen järjestykseen. Aihioita käytettäessä lujite myös muotoillaan lähelle
lopullista kappaletta. Puolivalmisteita käytettäessä materiaalit leikataan
sopiviksi paloiksi, jotka sitten toimitetaan laminointipaikalle tai
puristimelle.
Suuria määriä käytettäessä
voidaan hartsit siirtää putkia myöten laminointipisteisiin tai yhteiseen
jakelupaikkaan. Käytännössä joudutaan kuitenkin usein sekoittamaan hartsit
erillisessä sekoitushuoneessa, jossa voidaan säätää värit ja kovetusajat
halutuiksi.
10.2.3 Tilajärjestelyt
Muovikomposiittiosat ovat tyypillisesti
pitkälle integroituja. Näin valmistuksen tilajärjestely on selväpiirteinen.
Valmistus tapahtuu jonkun perusprosessin, esim. puristimen ympärille
järjestettynä joko linjassa tai erilaisina silmukoina riippuen kappaleiden
koosta, rakenteista ja tuotantovolyymista. Tilajärjestelyissä on varattava
tilaa työkaluille ja niiden puhdistukselle. Märkälaminoinnissa myös raaka- ja
apuaineiden hukat vaativat omat järjestelynsä. Työtilojen siisteydestä on
huolehdittava erityisesti, kun valmistusmenetelmä on ympäristöä helposti
likaava (esimerkiksi märkälaminointi).
Liuoteaineiden haihtumisen takia
ja mahdollisen laminaatin leikkauspölyn eliminoimiseksi vaaditaan tehokkaat
ilmastointi- ja pölynpoistosysteemit etenkin avomuotteja ja märkälaminointimenetelmiä
käytettäessä.
Märkälaminointimenetelmissä
tuotantoprosessi voidaan jakaa seuraaviin vaiheisiin:
raaka-aineiden
esikäsittely
muotin
puhdistus ja tarvittaessa irrotusainekäsittely
gelcoatin
sively tai ruiskutus
gelcoatin
kovetus
laminointi
laminaatin
välikovetus tai kovetus
kappaleen
irrotus
kappaleen
viimeistely.
Valmistuksen aikana tuodaan
tarvittavat raaka-aineet ja suoritetaan muottien ja kappaleiden siirtoja työpisteestä
toiseen. Joustavan tuotannon aikaansaamiseksi joudutaan käyttämään useita muotteja
tai nopeuttamaan aikaavieviä kovetusjaksoja (gelcoatin ja laminaatin kovetus)
lämmöllä. Nopeutettunakin kovetusjaksot ovat niin pitkiä, että tuotanto on
vaiheistettu. Tämä vaatii melkoisesti tuotantotilaa, joka myös käytännössä on
lattiapintaa johtuen avomenetelmillä tarvittavasta yleisilmastoinnista.
Ilmastointia on erittäin hankala saada toimimaan useammalla tasolla
tapahtuvissa tuotantotiloissa. Pelkillä paikallispoistoilla ei yleensä päästä
riittävän alhaisiin haitta-ainepitoisuuksiin.
Kuvassa 10.1 on esitetty
kerroslevyjen valmistuslinjan tilajärjestelyehdotus. Valmistus alkaa tässä
tapauksessa gelcoatin ruiskutuksella muottina toimivalle levylle. Ruiskutuspaikalle
on järjestetty paikallinen liuotehöyryjen poisto. Gelcoatin kovettumisen
nopeuttamiseksi voidaan käyttää kuvan mukaista lämpimän ilman puhallusta,
lämpölamppuja tai myös lämpöuunia.
Toisessa vaiheessa
ruiskulaminoidaan pintakerros ja tiivistetään se mekanisoidulla
telaussysteemillä. Laminaatin kovettumista nopeutetaan jälleen lämmittämällä.
Ennen laminaatin kovettumista märälle pinnalle asetetaan valmiit vaahdotetut
solumuovilevyt. Seuraavassa vaiheessa ruiskulaminoidaan kerroslevyn toinen
pinta.
Kun kerroslevyn laminaatit ovat
kovettuneet, levy irrotetaan muotista ja viimeistellään leikkaamalla reunat
tasaisiksi. Tässä tapauksessa vain toinen pinta on viimeistelty. Jos molemmat
pinnat halutaan sileiksi, voidaan joko käyttää kaksipuolista muottia tai valmistaa
toinen pinta eri vaiheessa ja liimata se erikseen.
MKR 21.1
Kuva 10.1Kerroslevyjä valmistavan tehtaan tilajärjestely.
Toisena esimerkkinä
tilajärjestelyistä on paineinjektiota käyttävän kalustetehtaan ratkaisu kuvassa
10.2. Tässä tapauksessa kappaleiden ydinaine vaahdotetaan omalla koneella.
Vaahdotus vaatii useita muotteja, jotta koneen kapasiteetti saadaan käytettyä
hyväksi. Muotit ja muottipitimet on järjestetty kaarelle vaahdotuskoneen
ympärille. Näin on minimoitu tilantarve ja vaahdotus voidaan hoitaa lyhyillä
letkuilla ilman turhia siirtoja.
Valmiiksi leikatut
lujitekerrokset kiinnitetään vaahdotettujen ydinaineiden päälle mekaanisesti.
Tämä esivalmiste asetetaan muottiin, johon syötetään hartsi injektointilaitteistolla.
Myös tässä vaiheessa käytetään useita muotteja, sillä varsinainen injektointiaika
on lyhyt verrattuna kappaleen kovettumisaikaan.
Seuraavat työvaiheet ovat kappaleen
irrotus, reunojen viimeistely ja maalausta varten tehtävä hionta. Tässä tapauksessa
pinnalta vaaditaan erityisen hyvää iskukestävyyttä ja sen saavuttamiseksi maalaus
tehdään useampivaiheisena. Normaalisti RTM:ssä voidaan käyttää gelcoatia,
jolloin erillistä maalausta ei tarvita.
MKR 21.2
Kuva 10.2Paineinjektiolla kalusteita valmistavan tehtaan tilajärjestely.
Kolmantena esimerkkinä
tilajärjestelyistä on robotisoitu ruiskutus kuvassa 10.3. Tässä tapauksessa
valmistetaan erilaisia muotokappaleita, joissa on gelcoat-pinta ja suhteellisen
ohut laminaattikuori. Valmistusprosessissa gelcoatin ja laminaatin
kovetusjaksot on nopeutettu vastaamaan ruiskutuksen työvaiheaikaa. Kappale
viimeistellään robotilla joko vesisuihkuleikkauksella tai mekaanisesti.
MKR 21.3
Kuva 10.3Robotisoidun ruiskulaminointilinjan tilajärjestely.
10.2.4 Tuotannon apulaitteet
Tuotantotilojen ilmastointi on
välttämätöntä avomuotteja ja märkälaminointimenetelmiä käytettäessä.
Tavallisesti koko tuotantotila yleisilmastoidaan. Käsinlaminointitiloissa voi yleisilmastointi
vaihtaa koko tilan ilmamäärän kaksi tai kolme kertaa tunnissa. Runsaimmin
liuotteita haihduttavat työpisteet varustetaan paikallispoistoilla,
ilmaverhoilla tai muilla vastaavilla laitteilla. Ilmastointiin voidaan
haluttaessa yhdistää lämmön ja liuotteiden talteenotto. Jälkimmäiset ovat
toistaiseksi harvinaisia johtuen järjestelmien kalleudesta, mutta tulevat
vähitellen välttämättömiksi uusien työsuojelumääräysten astuessa voimaan.
Kappaleen viimeistelyssä syntyy
laminaattipölyä. Jälkikäsittelytilat onkin syytä eristää muista
tuotantotiloista ja leikkauslaitteet varustaa työkalukohtaisilla
pölynpoistajilla.
Muovikomposiittituotannossa
selvitään yleensä muilta osin normaaleilla paineilma- ja sähköverkostoilla.
10.2.5 Turvallisuus
Hartsit ja erilaiset
komposiittituotannossa käytettävät liuotteet ovat palavia nesteitä. Mikäli
käytettävät tai varastoitavat määrät ylittävät viranomaisten määrittämät
raja-arvot, joudutaan varasto- ja tuotantotilat hyväksyttämään. Varastointia
varten joudutaan rakentamaan palosuojatut tilat, joissa olevien aineiden määrät
rajoitetaan. Lisäksi tiloille on tehtävä palontorjuntasuunnitelmat ja ne on
varustettava asianmukaisin sammutusvälinein.
Tuotantotiloissa oleville
palaville nesteille määrätään maksimimäärät ja niiden varastointitilat on
oltava asialliset. Samoin sähkölaitteiden suojaustason on oltava riittävä.
Ympäristöön laskettavien liuotteiden päästöön on myös saatava viranomaisten
lupa. Jätteiden käsittely on suoritettava jätehuoltosuunnitelman mukaisesti. Toistaiseksi
kiinteä jäte voidaan toimittaa kaatopaikalle. Sen sijaan nestemäiset jätteet on
hoidettava jätteenkäsittelylaitoksissa.
Komposiittiosien
tuotannossa tarvitaan monia apuaineita ja tarvikkeita. Tärkeimpiä ovat
irrotusaineet, karhennuskankaat sekä alipainesäkityksessä tarvittavat kalvot,
huovat,kankaat, teipit, tiivistenauhat ja imuputket osineen.
Injektiomenetelmissä tarvitaan lisäksi hartsin syöttö- ja imukanavistot ja
mahdollisesti erillinen hartsinjohtokerros.
10.1.1 Ulkoiset irrotusaineet
Irrotusaine estää muotin ja
muovattavan kappaleen tarttumisen toisiinsa, suojaa muottipintaa, vähentää
muotin huoltotarvetta ja pidentää sen käyttöikää. Sekä irrotusaineen valinta
että sen levitys muottipinnalle on tehtävä huolellisesti annettuja ohjeita
noudattaen, sillä kustannukset ja vahingot, jotka aiheutuvat kappaleen
tarttumisesta muottiin ovat usein kymmeniä, jopa satoja kertoja käytetyn irrotusaineen
hintaa suuremmat. Irrotusaineet voivat olla sisäisiä tai ulkoisia. Sisäisiä
irrotusaineita on tarkasteltu luvussa 3.3.3. Ulkoiset irrotusaineet levitetään
muottipinnalle.
Aine voi toimia irrotusaineena
ainoastaan silloin, kun se muodostaa muottipinnalle yhtenäisen kalvon.
Nestemäisen irrotusaineen on näin kasteltava muottipinta täydellisesti. Tämä edellyttää,
että irrotusaineeksi tarkoitetun nesteen pintaenergia on kiinteän muottipinnan
pintaenergiaa pienempi. Nestemäisen irrotusaineen on näin oltava pienipintaenerginen
ja sen täytyy kiinteytyä pienipintaenergiseksi aineeksi (ts. säilyttää
pintaenergiansa pienenä), kastella suuripintaenerginen muottipinta täydellisesti
ja kiinnittyä siihen. Suuripintaenerginen muottipinta muutetaan näin
irrotusaineella pienipintaenergiseksi. Kun muovattavan aineen pintaenergia on
suurempi kuin muottipinnan, ei aine tartu muottipintaan, vaan irtoaa siitä helposti.
Merkittävimmin irrotustulokseen
vaikuttaa muotin kunto ja muottipinnan puhtaus. Millään irrotusaineella ei
voida korjata muottipinnan virheellisyyksiä. On sangen yleistä, että muottien
kuntoon kiinnitetään aivan liian vähän huomiota. Yleensä irrotusaine toimii
myös likaisessa muotissa, mutta irrotuskertoja saadaan vähemmän käsittelyä
kohti. Irrotusainetta tarttuu myös tällaisessa tapauksessa jokaisella
irrotuksella hieman kappaleen pintaan ja muovattavasta kappaleesta tulee
likainen ja/tai kiilloton.
Muottipinta voidaan puhdistaa
laimealla pesuaine‑vesiliuoksella tai erilaisilla liuotteilla (hapetetut ja
aromaattiset hiilivedyt; tolueeni, mineraalitärpätti, asetoni ja klooratut
liuotteet kuten metyleenikloridi ja perkloorietyleeni) tai tarkoitukseen
valmistetuilla puhdistusnesteillä. Puhdistus voi vaatia myös kevyttä käsi‑ tai
konehiontaa tai lasikuulapuhallusta. Puhdistusmenetelmät riippuvat muotin
pintamateriaalista sekä muotissa aikaisemmin käytetyistä irrotusaineista ja
huokoslakoista. On tavallista, että näkyvä osa epäpuhtauksista ja vanhoista
irrotusaineista poistetaan muottipinnalta. Näiden alla on kuitenkin yleensä
aina ohut epäpuhtauskalvo, joka on myös saatava poistetuksi.
Muottipinnan puhtaus on
todettavissa teippikokeella. Peite- tai maalarinteippi painetaan muottipintaan
ja irrotetaan vetämällä sitä noin 90º kulmassa. Likaiselta, rasvaa tai vahaa
sisältävältä pinnalta teippi irtoaa helposti. Puhtaaseen pintaan se tarttuu
kiinni lujasti. Teipin jättämä liima on kokeen jälkeen poistettava
muottipinnalta. Samalla menetelmällä voidaan todeta myös irrotusaineen
toimivuus. Irrotusaineella käsitellylle pinnalle teippi ei tartu tai tartunta
on hyvin heikkoa. Kokeen jälkeen teipin peittämä kohta on käsiteltävä
kertaalleen irrotusaineella.
Hyvällä irrotusaineella on
seuraavat ominaisuudet:
aine
on vaivattomasti ja nopeasti levitettävissä pienille ja suurille pinnoille
aine
kiinteytyy (kovettuu) nopeasti
aine
muodostaa yhtenäisen kalvon muottipinnalle ja tarttuu siihen
aine
ei tartu muovattavaan kappaleeseen
aine
kestää muovauksen aiheuttamat muutokset ympäröivissä olosuhteissa
aineella
saadaan useita irrotuksia käsittelykertaa kohti
aine
irrottaa useimmat muovit.
Kaikkien muovien ja
muottimateriaalien kanssa moitteettomasti toimivaa irrotusainetta ei ole
olemassa. Irrotusaineen valintaan vaikuttavia tekijöitä ovat edellä mainittujen
lisäksi mm. muovauslämpötila, valmistusmenetelmä, valmistettavan kappaleen
muoto, sarjakoko, onko kyseessä geelipintainen kappale, halutaanko kappaleeseen
kiiltävä, matta vai puoli-kiiltävä pinta sekä paljonko aikaa ja työtä voidaan
käyttää muotin käsittelyyn ennen valmistuksen aloittamista ja muovausten
välillä.
Seuraavassa esitetään yhteenveto
yleisimmistä muotin pintaan ruiskutettavista, hangattavista ja siveltävistä
irrotusaineista. Näiden ohella irrotukseen voidaan käyttää erilaisia kiinteitä
kalvoja ja kankaita, joita käsitellään kappaleessa 10.1.2.
Polyvinyylialkoholi
Polyvinyylialkoholi (PVAL) on vesiliukoinen
irrotusaine, joka levitetään muottipinnalle käsin tai ruiskuttamalla. Veden
haihduttua on muottipintaan syntynyt yhtenäinen PVAL‑kalvo, joka kovettumisen
aikana osin tarttuu muovattavaan kappaleeseen. Kappale ja muotti on pestävä
vedellä puhtaaksi. Tämä ja aineen kertakäyttöisyys ovat PVAL:n suurimmat haittapuolet.
Hinnaltaan PVAL on edullinen ja sen irrottavuus on hyvä.
Polyvinyylialkoholia käytetään usein irrotusvahojen
kanssa varmistamaan ensimmäisen tai ensimmäisten kappaleiden moitteeton
irtoaminen uudesta, irrotusvahalla käsitellystä muotista. PVAL toimii myös
sulkukerroksena estäen styreenin haitallisen pääsyn muovattavaan kappaleeseen
polyesteri- tai vinyyliesterimuoteista, joita ei ole lämpökovetettu korotetussa
lämpötilassa, jotka ovat suhteellisen uusia tai joiden pintaa on korjattu.
Polymeeriset silikonit
Polymeerisiä silikoneja käytetään
irrotusaineena sekä nesteenä että pastana. Niitä on myös tiivisteinä, jolloin
laimennus suoritetaan työpaikalla ennen käyttöä. Silikoneilla on erinomaiset
irrotusominaisuudet ja ne soveltuvat käytettäviksi lähes kaikkien muovien ja
muottimateriaalien kanssa. Haittapuolena on silikonipartikkelien taipumus
kulkeutua ilmavirtausten mukana kohteisiin, joissa niiden läsnäolo on epätoivottavaa.
Silikonipartikkelit kiinnittyvät myös muovattavan kappaleen pintaan estäen
tehokkaasti maalin tai liiman tartunnan.
Luonnonvahat ja synteettiset
vahat
Luonnonvahoja, synteettisiä vahoja ja näiden
yhdistelmiä käytetään yleisesti irrotukseen. Näihin kuuluvat mm. parafiini,
hienojakoiset vahat sekä kasvi‑ (karnaubavaha) ja eläinperäiset vahat. Vahoja
on saatavissa sekä pastoina että liuoksina, jolloin ne voivat olla sekä liuote-
että vesipohjaisia. Niillä on mahdollista saada korkea kiilto ja useita
irrotuksia käsittelykertaa kohti. Vaha levitetään uuden, hiotun ja huolellisesti
puhdistetun muotin pintaan käsin useana kerroksena valmistajan ohjeiden mukaan.
Levityksen jälkeen pinta kiillotetaan. Ensimmäisten irrotuksien yhteydessä
voidaan vahan lisäksi käyttää polyvinyylialkoholia. Huolellinen vahaus
pastamaisilla vahoilla on aikaa vievä työvaihe. Liuosmaisten vahojen käyttö
onkin yleistynyt levityksen vaivattomuuden vuoksi. Nämä irrotusaineet
soveltuvat parhaiten käytettäviksi, kun on kyse yksittäisestä irrotuksesta tai
sarjakoko on pieni eikä muovausjakson kestolla ole suurta merkitystä.
Muottipinnalle polymeroituvat
irrotusaineet
Muottipinnalle polymeroituvia, voimakkaasti
reaktiivisia nestemäisiä irrotusaineita on suuri valikoima sekä liuote- että
vesipohjaisina. Ne ovat laajalti käytössä erityisesti rotaatiovalussa ja kuitulujitettujen
muovikomposiittien valmistuksessa. Levitettynä puhtaalle muottipinnalle
liuotepohjainen irrotusaine polymeroituu ja kovettuu absorboidessaan kosteutta
ilmasta ja tarttuu samalla muotin pintaan lujasti kiinni. Vesimolekyylit saavat
aikaan kemiallisen reaktion, jonka seurauksena syntyy hyvin verkkoutunut
polymeeri eli muottipinnalle muodostuu ohut, yhtenäinen muovikalvo.
Polymeroituvat irrotusaineet ovat nopeita ja
vaivattomia levittää joko käsin tai ruiskulla. Ne vaativat hyvin vähän tai ei
ollenkaan kiillotusta. Kovettumisaikaa voidaan lyhentää levittämällä
irrotusaine lämpimälle muottipinnalle tai lämmittämällä muottia käsittelyn
jälkeen. Irrotusaineet eivät tartu muovattavaan kappaleeseen ja niille on
tyypillistä erinomainen lämmönkestävyys. Irrotuksia saadaan useita
käsittelykertaa kohti. Vesipohjaiset irrotusaineet, joissa irrotuskalvon
muodostava polymeerihartsi on mikroemulsiona veden toimiessa kantoaineena,
levitetään huoneenlämpöiselle tai lämpimälle muottipinnalle, jolle polymeeri tarttuu
kemiallisesti veden haihtuessa.
Muottipinnalle polymeroituvia ja lujasti
kiinnittyviä irrotusaineita löytyy lähes kaikille muoveille ja
muottimateriaaleille. Irrotusaineita käytettäessä on huolellisesti noudatettava
materiaalivalmistajan ohjeita.
Huokoslakat
Polymeroituvia irrotusaineita käytettäessä
suositellaan yleensä aina muottipinnan esikäsittelyä huokoslakalla. Huokoslakan
tehtävänä on täyttää ja sulkea muottipinnan mikrohuokoset, jotka voivat
aiheuttaa hartsitarttumia ja heikentää irrotusominaisuuksia ja kappaleen pinnan
laatua. Huokoslakkoja käytetään sekä lujitemuovi- että kevytmetallimuoteissa.
Erityisen tärkeää huokoslakkakäsittely on alikovettuneiden poly- ja
vinyyliesterimuottien yhteydessä, joissa styreeni voi haihtua
kovettumisreaktion aikaansaaman lämmön vaikutuksesta irrotusainekerroksen läpi
muovattavaan kappaleeseen aiheuttaen tartuntaa muottiin ja/tai pintavaurioita
kappaleeseen (esim. huntuefektin). Sama ilmiö voi esiintyä vanhojenkin muottien
kohdalla, kun niiden pinnan korjauksessa on käytetty hiontaa.
Huokoslakkakäsittely suojaa myös muottipintaa ja parantaa sen
kulutuskestävyyttä sekä tehostaa irrotusaineen toimivuutta.
Huokoslakka levitetään aina ensimmäiseksi
muottipinnalle. Varsinainen irrotusaine levitetään vasta sen päälle. Huokoslakkakäsittely
uudistetaan muotin puhdistuksien ja korjauksien jälkeen. Suositeltavaa on, että
huokoslakkakäsittely suoritetaan välittömästi muotin valmistumisen jälkeen
muotin tekijän toimesta.
10.1.2 Irrotuskalvot ja ‑kankaat
Irrotuskalvoja ja -kankaita voidaan käyttää
irrotusaineiden tavoin muottipinnalla helpottamaan irrotusta ja estämään
muovattavan kappaleen tarttuminen muottiin. Muovikomposiittien valmistuksessa
käytetään lähinnä muovikalvoja ja pinnoitettuja (PTFE) lasikuitukudoksia, mutta
myös metallikalvoja sekä pinnoitettuja papereita on saatavilla. Jälkimmäisiä
käytetään mm. prepregien valmistuksessa. PTFE-irrotuskalvoja sekä
PTFE-pinnoitettuja lasikuitukudoksia on myös taustaliimoitettuina silikoni- tai
kumiliimalla, jolla ne voidaan kiinnittää pysyvästi muottipintaan.
Irrotuskalvoina käytettäviä
muovikalvoja valmistetaan mm. polyamidista (PA), polyeteenistä (PE),
polypropeenista (PP), polyeteenipenteenistä (PMP), polyvinyylialkoholista
(PVAL) ja erilaisista fluoripolymeereistä kuten PTFE, FEP, ETFE, PVDF ja
E/CTFE. Myös sellofaanikelmu soveltuu irrottamiseen. Suurin osa
irrotuskalvoista on kertakäyttöisiä. Irrotuskalvo voidaan tarvittaessa jättää
muovatun kappaleen pintaan suojaamaan sitä varastoinnin ja kuljetuksen ajaksi.
Irrotuskalvoilla saadaan sileä ja kiiltävä pinta.
PTFE-pinnoitettuja lasikuitukudoksia
on helppo käsitellä ja samaa irrotuskangasta voidaan käyttää useaan
irrotukseen. Nämä ovat hinnaltaan irrotuskalvoja kalliimpia. Muovattavan
kappaleen pinnan laatu on yleensä erinomainen; pinta on sileä eikä
pintahuokosia esiinny. Irrotuskankaita valmistetaan useita eri laatuja eri
leveyksissä ja paksuuksissa. Myös antistaattisia laatuja on saatavilla.
Valitsemalla sopiva laatu voidaan kappaleen pintaan saada puolikiiltävä tai
kiiltävä pinta. Irrotuskankaan sidos voi peilautua muovattavan kappaleen
pintaan. Jos muotin pintaan liimaamalla kiinnittyvä irrotuskangas joudutaan
kokoamaan useasta palasta, on saumat aina tehtävä puskuliitoksina.
Muottipinnalla käytettävät
irrotuskalvot ja –kankaat ovat pinnaltaan sileitä eivätkä ne läpäise ilmaa,
haihtuvia aineosia tai matriisimuovia. Injektointimenetelmissä, autoklaavimuovauksessa
sekä alipaine- ja painesäkkikovetuksissa tarvitaan usein myös perforoituja eli
rei´itettyjä irrotuskalvoja tai huokoisia irrotuskankaita. Ne sijoitetaan
muovattavan kappaleen ja imukankaan tai imu-/ilmanjohtohuovan väliin estämään
jälkimmäisten tarttuminen kappaleen ulkopintaan. Irrotuskalvoja on useilla eri
rei´ityksillä riippuen siitä halutaanko sen toimivan vain ilman ja haihtuvien
aineosien läpäisykalvona vai sallitaanko näiden lisäksi myös ylimääräisen
hartsin virtaus kontrolloidusti imu-/ilmanjohtokerroksiin. Mikäli muovattavan
kappaleen pintaan halutaan karhennuskangas, sijoitetaan perforoitu irrotuskalvo
sen päälle.
Huokoiset irrotuskankaat ovat
tavallisesti silikoni- tai PTFE-käsiteltyjä polyamidi-, polyesteri- tai
lasikuitukudoksia, jotka voivat olla luonnonvärisiä tai värjättyjä. Nämä
laskevat ilman ja haihtuvat aineosat sekä ylimääräisen hartsin lävitseen ja
niillä saadaan muovattavan kappaleen pintaan haluttu pintakarheus, tekstuuri,
joten ne toimivat samalla karhennuskankaan tavoin. Irrotusainekäsittely
varmistaa kankaiden helpon irtoamisen kappaleen pinnasta. Näitä voidaan käyttää
myös muottipinnan ja muovattavan kappaleen välissä.
Irrotuskalvon ja -kankaan
valintaan vaikuttavat valmistettavan kappaleen muoto, muovausolosuhteet,
matriisimuovi ja kappaleeseen haluttu pinnanlaatu. Irrotuskalvon on oltava
ohut, luja ja sitkeä sekä riittävän elastinen muotoutuakseen valmistettavan
kappaleen muotojen mukaan. Muovauslämpötila ja käytetty matriisimuovi eivät saa
vahingoittaa sitä. Irrotuskalvojen paksuudet ovat tavallisesti 0,012…0,050 mm
ja korkein käyttölämpötila noin 400 °C. Irrotuskankailla vastaavat arvot
ovat 0,075…0,770 mm ja 480 °C.
10.1.3 Karhennuskankaat
Karhennuskangasta käytetään
muovattavan kappaleen pinnassa joko kosmeettisista syistä tai tavallisimmin silloin,
kun kappale tullaan kovetuksen jälkeen liimamaan, maalaamaan tai muulla tavalla
pintakäsittelemään. Karhennuskankaan käyttö kasvattaa tartuntapintaa
merkittävästi ja parantaa tarttuvuutta. Karhennuskankaan käyttö on myös
suositeltavaa aina, kun työ keskeytetään välikovetuksen ajaksi. Useimmissa
tapauksissa työtä voidaan välittömästi jatkaa karhennuskankaan poiston jälkeen
eikä pinnan erillistä karhentamista tarvitse tehdä. Karhennuskankaan tehtävänä on myös suojata ja
pitää valmistettava kappale puhtaana työvaiheiden välisenä aikana sekä
varastoinnin ja kuljetuksen aikana.
Karhennuskangas voidaan asettaa
sekä muottipinnalle että valmistettavan kappaleen ulkopinnalle.
Karhennuskankaan on tartuttava kappaleeseen. Kankaan on oltava riittävän luja,
jotta se on kohtuullisen helposti poistettavissa kappaleen pinnalta kovetuksen
jälkeen. Kankaan poiston jälkeen sen alta paljastuu puhdas, kankaan pintakuvion
karhentama pinta, johon liima, maali tai hartsi tarttuu hyvin. Pinnan erillistä
puhdistusta tai karhentamista ei useimmissa tapauksissa tarvitse enää tehdä.
Tavalliset karhennuskankaat ovat
silikonivapaita ja lämpöstabiloituja, palttina- tai twillisidoksisia, pestyjä
polyamidi‑ ja polyesterikudoksia, joiden paino on 60…110 g/m². Kankaita on
sekä värjättyjä että valkoisia. Valkoisia kankaita kudotaan myös värillisin,
loimensuuntaisin ohjauslangoin. Näillä maksimi lämmönkesto on tyypillisesti
200…230 °C. Valmistettavaan kappaleeseen saatavan pinnan karkeus ja
tekstuuri riippuvat käytetystä karhennuskangastyypistä. Vaikuttavina tekijöinä
ovat kankaan sidos, lankatiheys ja langannumero.
Karhennuskankaina voidaan
käyttää myös silikoni- tai PTFE-pinnoitettuja irrotuskankaita, joita kudotaan
polyamidi-, polyesteri- ja lasikuitulangoista. Näitä käytetään tyypillisesti
alipainesäkitysmenetelmien yhteydessä yhdistettynä irrotus- ja karhennuskankaana
sekä silloin, kun muovauslämpötila on korkea. Yleisimmin näitä käytetään
ulkonäöllisistä syistä, kun muovattavaan kappaleeseen halutaan tietynlainen
pinnan karkeus tai tekstuuri. (ks. 10.1.2). Lasikuidusta kudottujen,
irrotusaineella pinnoitettujen karhennuskankaiden lämmönkesto on noin 430 °C. Nämä soveltuvat käytettäviksi
useaan kertaan.
10.1.4 Imu‑ ja ilmanjohtokankaat
Imu‑ ja ilmanjohtokankaat olivat
aikaisemmin lasikuitu‑ tai juuttikudoksia. Näiden muotoiltavuus monimutkaisiin
muotoihin on kuitenkin huono ja kankaan sidokset saattavat jättää muovattavaan
kappaleeseen jäljet. Nykyisin käytetään yleisesti synteettisistä kuiduista,
polyesteristä ja polyamidista valmistettuja kuitukankaita, jotka mukautuvat
monimuotoisiin muotoihin menettämättä ominaisuuttaan toimia tasaisena
ilmanjohtokerroksena säkityskalvon alla. Näistä ei jää epätoivottavia jälkiä
muovattavaan kappaleeseen. Ne toimivat myös pehmusteena säkityskalvon alla
estäen sen vahingoittumisen terävien taitosten kohdalla. Imukankaana toimiessaan
kuitukankaaseen imeytyy muovattavasta kappaleesta paineen alaisena virtaava
ylimääräinen hartsi. Ilmanjohtokankaana se auttaa ilman tasaista poistamista
alipainekalvon tai ‑säkin sisältä.
Usein on mahdollista käyttää
samaa kuitukangasta sekä imu‑ että ilmanjohtokankaana. Tämä on mahdollista, kun
muovia virtaa vain vähäisessä määrin tai ei ollenkaan perforoidun irrotuskalvon
läpi imu-/ilmanjohtokerrokseen. Runsas hartsin virtaus ja imeytyminen
kankaaseen saattaa estää sen moitteettoman toiminnan ilmanjohtokerroksena.
Mikäli erillisiä kankaita käytetään, on niiden väliin asetettava
neularei’itetty irrotuskalvo, joka päästää ilman ja kaasut lävitseen, mutta
estää hartsin virtauksen ilmanjohtokerroksena käytettävään kankaaseen.
Imukankaina ja ilmanjohtokankaina
käytettävät raskaimmat kuitukankaat ovat 5…7 mm paksuja ja painavat 650…700
g/m2. Imukankaat kykenevät imemään neliöpainonsa verran hartsia
neliömetriä kohti. Kevyimmät imukankaat painavat n. 45 g/m2 ja
niiden paksuus on n. 0,33 mm. Imukankaita voidaan käyttää yksi tai useampi
kerros. Näiden kuitukankaiden lujuus sekä venymis‑ ja taipuisuusominaisuudet
ovat erittäin hyvät. Ilmanjohtokankaina käytetään samoja synteettisistä
kuiduista valmistettuja kuitukankaita 150 g/m2 painosta ja 2 mm
paksuudesta ylöspäin.
Painesäkkimuovauksessa ja
autoklaavikovetuksessa saattaa paine olla jopa 10 baaria. Tällöin on käytettävä
paksumpia ilmanjohtokankaita, jotta kangas ei paineen alla puristuisi kasaan ja
ilman kulku estyisi. Tavallisessa alipainemuovauksessa voidaan käyttää
kevyempiä ja ohuempia kuitukankaita. Polyesterikankaita voidaan käyttää
ilmanjohtokankaina n. 200 °C:een ja polyamidi 6.6 kankaita n.
230 °C:een
asti. Polyamidista valmistetut ilmanjohtokankaat kestävät kuidun alemmasta
sulamislämpötilasta huolimatta kasaan puristumatta korkeampaa lämpöä ja
painetta kuin polyesterikuituiset ilmanjohtokankaat. Tämä johtuu polyesterin
polyamidia alhaisemmasta pehmenemislämpötilasta. Valmistuksessa on myös
lasikuituseoksisia imu‑ ja ilmanjohtokankaita, joiden lämmönkesto on noin 450 °C. Myös palamista hidastavia,
lähinnä autoklaavimuovaukseen tarkoitettuja imu-/ilmanjohtokankaita on
saatavilla.
Alipaineinjektoinnissa käytetään
imu- ja ilmanjohtokankaan asemesta polypropeenista tai polyeteenistä
valmistettua verkkoa, jonka tehtävänä on paitsi tiivistää myös helpottaa
matriisimuovin virtausta kappaleen pinnassa.
10.1.5 Alipainekalvot ja ‑säkit
Alipainekalvoja valmistetaan
useista eri polymeereistä. Yleisimmin käytettyjä ovat polyamidi 6 ja polyamidi
6/66 seokset, polypropeeni, PTFE ja polyimidi. Alipainokalvolla on oltava hyvä
lujuus, sitkeys ja elastisuus. Niiden on mukauduttava monimutkaisiin muotoihin
helposti ja repeytymättä eikä niihin saa syntyä mikroreikiä. Tavallisimmat
kalvon paksuudet ovat 0,05 ja 0,075 mm. Käytettäessä styreeniä sisältäviä
matriisimuoveja tulisi kalvon paksuuden olla vähintään 0,070 mm. Kalvojen lämmönkesto
on laadusta riippuen 120…450 °C. Alipainekalvoja valmistetaan
rullatavarana yksi- tai kaksikerroksisena kalvona sekä letkuna. Niitä on sekä
läpinäkyviä että värillisiä laatuja. Alipainekalvon valintaan vaikuttavat
käytetty matriisimuovi, valmistettavan kappaleen muoto ja valmistuslämpötila.
Alipainesäkkejä voidaan käyttää
useita kertoja. Halvimmat ovat lateksista valmistettuja ja niiden lämmönkesto
on 100…160 °C laadusta riippuen. Niiden paksuus on tavallisesti 0,75
mm, venymä 850 % ja väri luonnonlateksin kellertävä (läpinäkyvä) tai musta. Synteettisestä
kumista valmistettujen alipainesäkkien lämmönkesto on 240 °C. Niitä on sekä vulkanoituina
että vulkanoimattomina laatuina. Jälkimmäiset voidaan muotoilla tarkasti
haluttuun muotoon muottia, alipainetta ja autoklaavia sekä lämpöä käyttäen.
Käsittelyn aikana kumi vulkanoituu ja alipainesäkki saa pysyvästi halutun
muodon. Säkki voidaan koota osista, sillä vulkanointi liimaa limisaumatut
kumikappaleet pitävästi ja ilmatiiviisti toisiinsa. Tarvittaessa voidaan
alipainesäkkiin liimata PTFE-irrotuskalvo. Tähän tarkoitukseen valmistetaan
tarrairrotuskalvoja, joissa liimana on silikoni‑ tai kumiliima (ks. 10.1.2).
Alipainekalvo tiivistetään
muottia vasten erilaisia tiivisteuria ja ‑renkaita tai tiivisteteippiä
käyttäen. Tiivisteteipit ovat synteettisestä kumiseoksesta valmistettuja
vulkanoituja tai vulkanoimattomia teippejä, joiden leveys on tavallisesti 12 mm
ja paksuus 3 mm. Teipin kumiseos sisältää erilaisia täyteaineita, pehmitteitä
ja tartunta-aineita. Tiivisteteippien on oltava lujia ja elastisia ja niitä on
voitava käyttää kaikkien tavanomaisten matriisimuovien kanssa. Muovauksen jälkeen
tiivisteteipin on irrottava helposti yhtenä kappaleena eikä siitä saa jäädä
jälkiä muottiin. Tiivisteteippien lämmönkesto on laadusta riippuen 90…400 °C.
Erilaisia teippejä käytetään
myös kiinnitykseen, suojaukseen ja vuotojen paikkaukseen. Erikoisteipit ovat
paineen- ja lämmönkestäviä, tavallisesti polyesteristä tai polyimidistä
valmistettuja. Liimana käytetään kumia, akryyliä tai täysin kovetettua
silikonia. Teipit kestävät 205…400 °C:n jatkuvaa lämpöä. Teippien
paksuudet ovat 0,025…0,100 mm. Niitä valmistetaan värittöminä ja värillisinä.
10.1.6 Kutisteteipit
Kutisteteippejä voidaan käyttää
poikkileikkaukseltaan pyöreiden kappaleiden valmistuksessa antamaan tarvittava
laminaatin biaksiaalinen puristus kovetusjakson aikana. Kappaleet voidaan
valmistaa joko muotin päällä tai ilman muottia prepregeistä käärimällä. Muita
valmistusmenetelmiä ovat kelaus ja suulakeveto, joissa käytetään hartsilla
kostutettuja kuituja, kudoksia tai muita näihin valmistusmenetelmiin soveltuvia
lujitemuotoja. Kutisteteipit ovat tavallisimmin polyamidi-, polyesteri-,
polyimidi- tai PTFE-teippejä. Polyamiditeippejä valmistetaan myös
irrotusaineella käsiteltyinä sekä rei´itettyinä laatuina.
Matriisimuovi-/lujitekerroksien
päälle limikelattu tai kääritty teippi alkaa laadusta riippuen kutistua 35…90
°C:n
lämpötilassa saavuttaen maksimijännityksen 150…200 °C:n lämpötilassa ja
maksimikutistuman 10 minuutissa (PTFE-teippi yhdessä minuutissa). Lämmityksen
aiheuttama suurin teipin pituussuuntainen jännitys on laadusta riippuen
10…205 MPa. Kun teippi on kutistunut valmistettavan kappaleen salliman
määrän, teipin jäännöskutistumisjännitys pitää yllä puristusta koko
kovetusjakson ajan. Puristusvoiman suuruus riippuu valmistettavan kappaleen
halkaisijasta, teippikerroksien määrästä, kovetuslämpötilasta, teipin
paksuudesta ja kappaleen kokoonpuristuvuudesta. Maksimi käyttölämpötilat ovat
laadusta riippuen 205…400 °C.